Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.

Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.
С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.

Процесс напыления металлического порошка на токарном станке
Плазменно-дуговое напыление

Плазменное напыление по сравнению с газопламенным напылением и электродуговой металлизацией имеет ряд преимуществ:
- позволяет наносить покрытия из материалов широкого состава (металлы, сплавы, оксиды, карбиды, нитриды, бориды, пластмассы и их различные композиции) на разнообразный материал основы (металлы, керамика, графит, пластмассы и др.);
- плазмотроны позволяют в широких пределах регулировать энергетические характеристики плазмы, что облегчает получение покрытий со свойствами, обусловленными требованиями технологии;
- использование в плазменных горелках инертных газов и смесей, не содержащих кислорода, способствует уменьшению окисления напыляемого материала и поверхности детали;
- покрытия, полученные плазменным напылением, по физикомеханическим свойствам превосходят покрытия, полученные газопламенным и дуговым способами напыления.
Плазменно-дуговое напыление по виду используемого присадочного материала подразделяется на: напыление порошком и напыление проволокой (рис. 3.12).
Технологический процесс
Порошковые распылители в зависимости от свойств и размеров частиц могут осуществлять подачу присадочного материала (рис. 3.13):
- непосредственно в плазменную струю на выходе из плазмотрона;
- под углом к соплу плазмотрона, навстречу потоку ионизированного газа;
- внутрь сопла плазмотрона в заанодную зону или в доанодную зону плазменной дуги.
Подача порошка в плазменную струю используется в плазмотронах большой мощности. Такая схема подачи не влияет на формирование потока плазмы, а плазмотроны характеризуются завышенной мощностью, чтобы тепла плазменной струи хватило на нагрев порошка.
Подача порошка в доанодную зону наиболее выгодна с точки зрения теплообмена, но сопряжена с перегревом частиц в сопле и забиванием сопла расплавленными частицами, что приводит к необходимости выдвижения повышенных требований к равномерности подачи порошка.
Эффективность нагрева частиц порошка можно повысить при одних и тех же параметрах режимов путем более равномерного его распределения по сечению горячей зоны плазменной струи. Этому способствуют конструкции плазмотронов, позволяющие вводить порошок в плазменную струю не через одно отверстие, а, например, через три, расположенных под углом 120°. При этом КПД нагрева порошка изменяется от 2 до 30 %.

Рис. 3.12. Схема плазменного напыления:
а — порошком; б — проволокой. 1 — подвод плазмообразующего газа; 2 — катод плазмотрона; 3 — корпус катода; 4 — изолятор; 5 -корпус анода; 6 — порошковый питатель (рис. а) или механизм подачи проволоки (рис. б); 7 — подвод газа, транспортирующего порошок; 8 — плазменная струя; 9 — источник питания.

Рис. 3.13. Схемы подачи порошка в плазмотрон:
1 — в плазменную струю; 2 — под углом к плазменной струе; 3 — в сопло.
Применение
Для напыления износостойких покрытий применяют порошки с грануляцией, не превышающей 200 мкм. При этом дисперсность частиц порошка должна находиться в узких пределах с разницей размеров не более 50 мкм. При значительной разнице размеров частиц невозможно обеспечить их равномерный нагрев. Это объясняется тем, что, несмотря на высокую температуру плазменной струи, крупный порошок не успевает расплавиться за короткое время его нахождения в плазменной струе (10 -4 -10 -2 с), мелкий частично испаряется, а основная его масса из-за низкой кинетической энергии оттесняется плазменной струей в сторону, не достигнув ее центральной зоны. При восстановлении деталей напылением порошковыми износостойкими сплавами на никелевой и железной основе наиболее рациональнои является грануляция порошка с размерами частиц 40-100 мкм.
При напылении, как правило, применяют частицы порошка сферической формы, поскольку они обладают наиболее высокой сыпучестью. Оптимальным режимом работы плазмотрона следует считать такой, при котором наибольшее число частиц достигает подложки (основы) детали в расплавленном состоянии. Поэтому для высокоэффективного нагрева и транспортирования частиц порошка необходимо, чтобы конструкция плазмотрона обеспечивала получение плазменной струи достаточной мощности. В настоящее время разработаны установки мощностью до 160-200 кВт, работающие на воздухе, аммиаке, пропане, водороде, в динамическом вакууме, в воде. Применение специальных сопл позволило получить сверхзвуковое истечение струи двухфазного потока, которое, в свою очередь, обеспечило получение плотного покрытия. Плазменная струя вытекает из плазмотрона со скоростью 1000-2000 м/с и сообщает частицам порошка скорость 50-200 м/с.
Увеличение ресурса соплового аппарата (катод-анод) плазменного распылителя повышенной мощности (50-80 кВт) тормозилось из-за низкой эрозионной стойкости медного сопла в зоне анодного пятна. С целью увеличения стойкости сопла были разработаны вольфрамовые вставки, запрессованные в медное сопло таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Выпускаемые в настоящее время промышленностью установки для плазменного напыления комплектуют плазмотронами с потребляемой мощностью 25-30 кВт при силе тока 350-400 А.
С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15-20 А при мощности до 2 кВт.
Эффективность нагрева частиц и скорость их полета зависят от применяемого вида газа: двухатомные газы (азот, водород), а также воздух и их смеси с аргоном повышают указанные параметры.
Технологический процесс восстановления деталей плазменным напылением включает следующие операции: подготовка порошка, поверхности детали, напыление и механическая обработка напыленных покрытий. Подготовке поверхности детали к напылению придается первостепенное значение, поскольку от ее качества в значительной мере зависит прочность сцепления частиц порошка с поверхностью детали. Восстанавливаемую поверхность перед обработкой следует обезжирить. Участки, прилегающие к поверхности, подлежащей напылению, защищают специальным экраном. Напылять покрытия следует сразу после дробеструйной обработки, так как уже через 2 ч ее активность уменьшается из-за увеличения на обработанной поверхности оксидной пленки.
Для повышения прочности сцепления покрытия с основой процесс плазменного напыления проводят с последующим оплавлением. Операция оплавления завершает процесс нанесения покрытия. Оплавление осуществляют тем же плазмотроном, что и напыление, при той же мощности сжатой дуги, с приближением сопла плазмотрона к детали на расстояние 50-70 мм. Сопротивление усталости после оплавления повышается на 20-25 %. Прочность сцепления после оплавления достигает 400 МПа. Зона перемешивания оплавленного и основного металлов составляет 0,01-0,05 мм.

Рис. 3.14. Схемы плазменных распылителей:
а — пруткового; б — проволочного («проволока-анод»).
Недостатки
Существенным недостатком плазменного нагрева при оплавлении является то, что плазменная струя, обладая высокой температурой и значительной концентрацией энергии, весьма быстро нагревает поверхность покрытия при недостаточном прогреве поверхности детали и тем самым часто приводит к свертыванию оплавляемого покрытия. Кроме того, в результате высокой скорости истечения плазменной струи и значительного давления на напыляемую поверхность также может произойти нарушение слоя покрытия. Плазменное напыление с последующим оплавлением рекомендуется применять для малогабаритных деталей диаметром, не превышающим 50 мм.
При использовании в качестве присадочного материала проволоки возможно применение двух схем подключения плазмотрона: при токоведущем сопле (рис. 3.14, а) или при токоведущей проволоке (рис. 3.14, б).
Схема проволочного распыления с токоведущей проволокой — анодом была разработана В. В. Кудиновым в конце 50-х годов прошлого столетия. Тогда удалось получить невиданную производительность — 15 кг/ч вольфрама при мощности 12 кВт. При плазменном напылении наряду с проволокой используют и прутки. Таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Выпускаемые в настоящее время промышленностью установки для плазменного напыления комплектуют плазмотронами с потребляемой мощностью 25-30 кВт при силе тока 350-400 А. С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15-20 А при мощности до 2 кВт.
Возможно Вас так же заинтересуют следующие статьи:
Особенности выполнения плазменного напыления — характеристика и задачи диффузной металлизации

Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
Современная диффузная металлизация предполагает использование более сложного оборудования, чем в случаях, когда применяют газоплазменное оборудование. Для организации процесса диффузной обработки требуется одновременно наличие газовой и электрической аппаратуры.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия

Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
Лазерная сварка (2 видео)
Плазменная металлизация
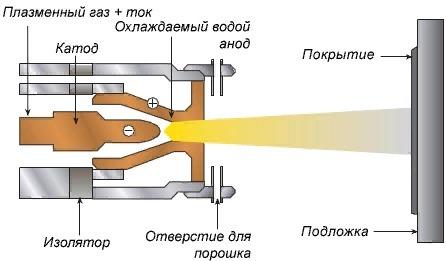
Это прогрессивный способ нанесения покрытий, при котором расплавление и перенос материала на восстанавливаемую поверхность осуществляется струей плазмы. Плазма — это сильно ионизированное состояние газа, когда концентрация электронов и отрицательных ионов равна концентрации положительно заряженных ионов. Плазменную струю получают, пропуская плазмообразующий газ через электрическую дугу при ее питании от источника постоянного тока напряжением 80—100 В.
Переход газа в ионизированное состояние и распад его на атомы сопровождается поглощением значительного количества энергии, которая выделяется при охлаждении плазмы в результате ее взаимодействия с окружаемой средой и напыляемой деталью. Это обуславливает высокую температуру плазменной струи, которая зависит от силы тока, вида и расхода газа. В качестве плазмообразующего газа обычно применяют аргон или азот и реже водород или гелий. При использовании аргона температура плазмы составляет 15000-30000°С, а азота — 10 000-15 000 °С. При выборе газа следует учитывать, что азот дешевле и менее дефицитен, чем аргон, но чтобы зажечь в нем электрическую дугу, требуется значительно большее напряжение, что обуславливает повышенные требования к электробезопасности. Поэтому иногда при зажигании дуги используют аргон, для которого напряжение возбуждения и горения дуги меньше, а в процессе напыления — азот.
Покрытие формируется за счет того, что поступающий в струю плазмы наносимый материал расплавляется и переносятся потоком горячего газа на поверхность детали. Скорость полета частиц металла составляет 150—200 м/с при расстоянии от сопла до поверхности детали 50—80 мм. Благодаря более высокой температуре наносимого материала и большей скорости полета, прочность соединения плазменного покрытия с деталью выше, чем при других способах металлизации.
Высокая температура и большая мощность по сравнению с другими источниками тепла является основным отличием и преимуществом плазменной металлизации, обеспечивающим значительное повышение производительности процесса, возможность расплавлять и наносить любые жаростойкие и износостойкие материалы, включая твердые сплавы и композиционные материалы, а также оксиды, бориды, нитриды и др., в различных сочетаниях. Благодаря этому можно формировать многослойные покрытия с различными свойствами (износостойкие, хорошо прирабатывающиеся, жаростойкие и др.). Наиболее качественные покрытия получаются при применении самофлюсующихся наплавочных материалов.
Плотность, структура и физико-механические свойства плазменных покрытий зависят от наносимого материала, дисперсности, температуры и скорости столкновения переносимых частиц с восстанавливаемой деталью. Последние два параметра обеспечиваются за счет управления плазменной струей. Свойства плазменных покрытий существенно повышаются при последующем их оплавлении. Такие покрытия эффективны при ударных и высоких контактных нагрузках.
Принцип работы и устройство плазмотрона иллюстрирует рис. 4.51. Плазменную струю получают, пропуская плазмообразующий газ 7 через электрическую дугу, создаваемую между вольфрамовым катодом 2 и медным анодом 4 при подключении к ним источника тока.
Катод и анод разделены между собой изолятором 3 и непрерывно охлаждаются жидкостью б (желательно дистиллированной водой). Анод выполнен в виде сопла, конструкция которого обеспечивает обжатие и определенное направление плазменной струи. Обжатию способствует также электромагнитное поле, возникающее вокруг струи. Поэтому ионизированный плазмообразующий газ выходит из сопла плазмотрона в виде струи небольшого сечения, что обеспечивает высокую концентрацию тепловой энергии.
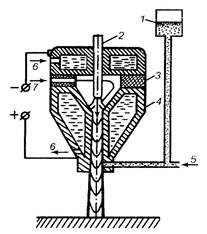
Рис. 4.51. Схема процесса плазменного напыления: 1 — порошковый дозатор; 2— катод; 3 — изоляционная прокладка; 4 — анод; 5 — транспортирующий газ; 6 — охлаждающая жидкость; 7 — плазмообразующий газ
Наносимые материалы используются в виде гранулированных порошков с размером частиц 50—200 мкм, шнуров или проволоки. Порошок может подаваться в плазменную струю вместе с плазмообразующим газом или из дозатора 1 транспортирующим газом 5 (азотом) в сопло газовой горелки, а проволоку или шнур вводят в плазменную струю ниже сопла плазменной горелки. Перед использованием порошок следует просушить и прокалить для уменьшения пористости и повышения сцепляемости покрытия с деталью.
Защита плазменной струи и находящихся в ней расплавленных частиц металла от взаимодействия с воздухом может осуществляться потоком инертного газа, который должен охватывать плазменную струю. Для этого в плазмотроне концентрично основному предусматривается дополнительное сопло, через которое подается инертный газ. Благодаря ему исключается окисление, азотирование и обезуглероживание напыляемого материала.
В рассмотренном примере источник питания подключен к электродам плазмотрона (закрытая схема подключения), поэтому электрическая дуга служит только для создания плазменной струи. При применении наносимого материала в виде проволоки источник питания может быть подключен также и к ней. В этом случае кроме плазменной струи образуется плазменная дуга, которая также участвует в расплавлении прутка, благодаря чему мощность плазмотрона существенно возрастает
Современные плазменные наплавочные установки имеют электронные системы регулирования параметров процесса, оснащаются манипуляторами и роботами. Это повышает производительность и качество процесса напыления, улучшает условия работы обслуживающего персонала.
Дата добавления: 2014-01-20 ; Просмотров: 2615 ; Нарушение авторских прав?
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Технология и процесс плазменного напыления
Плазменное напыление – технологический процесс диффузионной металлизации, с помощью которого можно эффективно формировать защитное покрытие и проводить восстановление изношенных частей металлических изделий. Рассмотрим сущность процесса.
Несущая поверхность детали иногда требует доработки: изменения структуры или свойств механических и физических параметров. Провести такое преобразование можно, используя плазменное напыление. Процесс является одним из видов диффузии, при которой происходит металлизация внешнего слоя изделия. Для осуществления такой обработки применяют специальное оборудование, способное превращать металлические частички в плазму и с высокой точностью переносить ее на объект.
Свойство покрытий, полученных путем диффузионной металлизации, отличается высоким качеством. Они имеют хорошую адгезию к основанию и практически составляют с последним единое целое. Универсальность метода заключается в том, что нанести можно абсолютно любые металлы, а также другие материалы, например полимеры.
Получить напыление способом плазменного переноса частиц можно только в условиях производственных цехов на заводах и фабриках.
Сущность и назначение плазменного напыления металлов
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
Методом диффузионной металлизации плазменного типа можно получать слои толщиной от нескольких миллиметров до микрон.
Технология и процесс напыления
Одновременно в сопло подается металлический материал в виде порошка. Этот металл под воздействием плазмы превращается в субстанцию с высокой способностью к проникновению в поверхностный слой обрабатываемого изделия. Распыляемый под давлением расплавочный материал оседает на основании.
Современные плазменные горелки имеют КПД в пределах 50–70 %. Они позволяют работать с любыми металлами, в том числе и тугоплавкими сплавами. Плазменное напыление – полностью управляемый процесс, позволяющий регулировать скорость подачи плазмы, мощность и форму струи.
- Подготовка напыляемого материала. Суть процесса заключается в сушке порошка в специальных шкафах при температуре 150–200 градусов по Цельсию. При необходимости порошок также просеивают через сито для получения однородных по размеру гранул.
- Подготовка подложки или основания. На этом этапе с поверхности детали удаляют все посторонние включения. Это могут быть окислы либо различные загрязнения масляными веществами. Для лучшего сцепления основание может быть подвергнуто дополнительному процессу образования шероховатости. Если на изделии имеются участки, которые не следует подвергать напылению, их закрывают специальными экранами.
- Напыление слоя металла и операции по заключительной обработке полученной поверхности.
К подложке напыляемый материал может доходить в твердом состоянии, в пластичной форме либо в жидком виде. Это определяется режимом технологического процесса.
Применяемое оборудование
- Источник электрического питания. Его назначение – питать схему формирования высоковольтного разряда и всех систем.
- Блок формирования разряда. В зависимости от устройства схемы может генерировать искровые разряды, импульсные высокочастотные напряжения либо сплошную электрическую дугу.
- Резервуары хранения газа – это чаще всего обычные газовые баллоны.
- Камеру, где непосредственно происходит напыление. Внутрь такого герметичного резервуара помещают обрабатываемую заготовку и плазмотрон.
- Установку вакуумного типа с насосом. В задачи этого агрегата входит создание требуемого разряжения в камере и образование тягового потока для подачи рабочей среды.
- Плазмотрон – устройство, которое снабжено соплом для подачи рабочей среды и системой приводов для перемещения сопла в пространстве.
- Систему дозирования напыляемого порошка. Служит для точной подачи необходимого количества напыляемого материала в единицу времени.
- Охлаждающую систему. В задачу этого элемента входит отвод лишнего тепла от области сопла, через которое проходит раскаленная плазма.
- Аппаратную часть. Она включает в себя компьютер, который управляет всем процессом плазменного напыления.
- Систему вентиляции. Она служит для отвода отработанных газов из рабочей камеры.
Современные установки диффузионной металлизации имеют специальное программное обеспечение, позволяющее путем введения заданных параметров проводить полностью автономную операцию обработки изделия. В задачи оператора входит установка детали в камеру и задание точных условий проведения процесса.
Уважаемые посетители сайта: специалисты и технологи по плазменному напылению! Поддержите тему статьи в комментариях. Будем благодарны за конструктивные замечания и дополнения, которые расширят обсуждаемый вопрос.