Главный принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал (ЛКМ), соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием.
| Ручной окрасочный пистолет Ransburg No.2 | Установка No-2-701 предназначена для распыления лакокрасочных материалов в электростатическом поле под воздействием центробежных сил. Оснащена модулем управления Красконагнетательным баком Краскораспылителем No-2 Регуляторами давления сжатого воздух | 585 832.86 Руб. | Купить | |
| Электростатический ручной пистолет Kremlin Rexson NANOGUN-MV | Новейшая разработка для ручного нанесения жидких лакокрасочных материалов с использованием электростатического эффекта | 401 908.59 Руб. | Купить | |
| Электростатический распылитель RansFlex® | Новейший распылитель краски RansFlex не только имеет лучшие характеристики распыления среди устройств своего класса — благодаря новым функциям и преимуществам он превосходит все другие электростатические распылители. | 347 409.79 Руб. | Купить | |
| Электростатический распылитель OTSON OTS-3000 | Электростатический краскораспылитель для материалов на органической и водной основе. | 300 000.00 Руб. | Купить
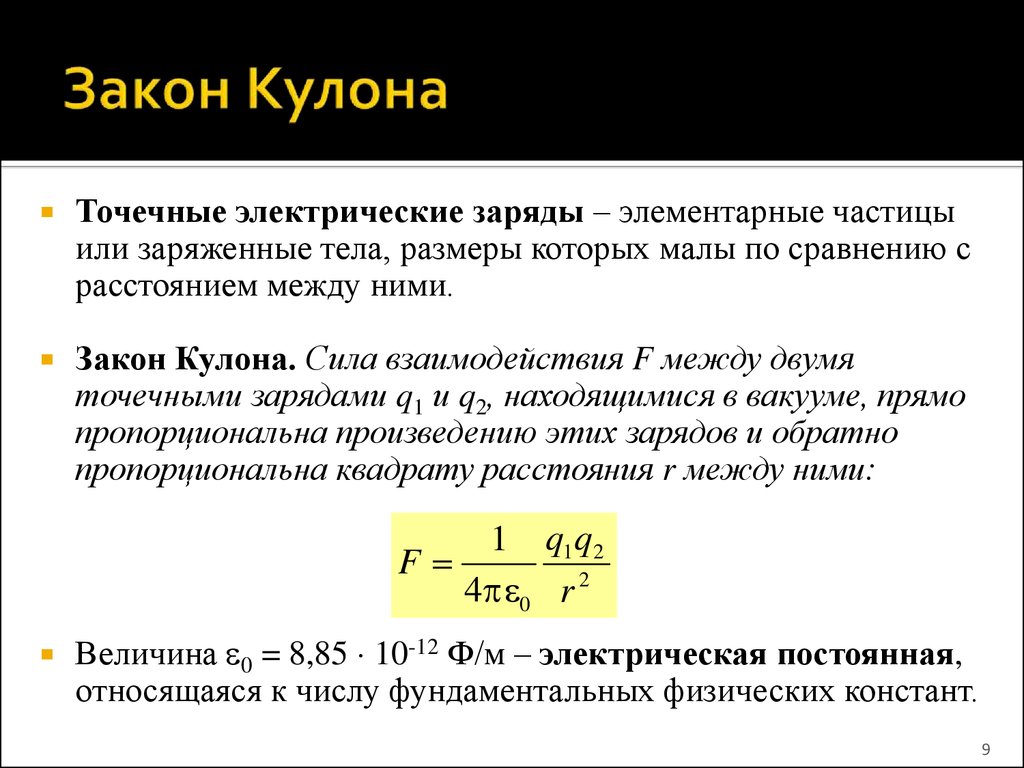
Заметим, что начальное ускорение частичек ЛКМ (в зависимости от разновидности рассматриваемого метода) происходит за счет: воздействия на материал потока сжатого воздуха (пневматическое электростатическое распыление); прохождения материала под высоким давлением через щелевидное сопло (безвоздушное и комбинированное электростатическое распыление); Последующее формирование окрасочного факела происходит вследствие взаимного отталкивания одноименно заряженных частиц ЛКМ. Кроме этого, силы электростатического поля направляют движение заряженных частиц ЛКМ, препятствуя образованию окрасочного тумана и способствуя повышению коэффициента переноса материала на окрашиваемое изделие, который может достигать 80-98 %. Помимо экономии ЛКМ, электростатическая покраска во многом облегчает и ускоряет процесс его нанесения. Например, при окраске таких конструкций, как трубы, при традиционном способе окраски потребовалось бы наносить материал, переворачивая изделие 3-4 раза, чтобы равномерно прокрасить его со всех сторон, в то время, как метод электростатической покраски позволяет окрашивать трубу в 1 проход, поскольку частицы ЛКМ будут двигаться по изогнутым линиям электростатического поля, огибая трубу со всех сторон. Устройство и виды электростатических краскораспылителейЕсли сравнивать электростатические краскораспылители с традиционными, то общими чертами можно считать принцип работы материало — и воздухопроводящих каналов, а главными отличиями — наличие электрода, заряжающего ЛКМ, и высоковольтной системы, обеспечивающей наличие электрического потенциала на этом электроде. В дополнение к описанным выше принципиальным отличиям в конструкции краскораспылителей следует также отметить, что корпус традиционных краскораспылителей, как правило, изготавливается из стали или алюминия, в то время как в случае электростатических краскораспылителей корпус обычно выполняется из комбинации изолирующих и токопроводящих пластиков, для того чтобы максимально защитить маляра от поражения электрическим током. Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную. Рассмотрим их подробнее. В случае классических (внешних) высоковольтных систем высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля. К достоинствам краскораспылителей, в которых используется классическая высоковольтная технология, относятся простота конструкции и отсутствие электронных элементов в корпусе краскораспылителя; сравнительно малый вес краскораспылителя; встроенная защита от короткого замыкания; меньшая стоимость краскораспылителя и хорошая ремонтопригодность, а к недостаткам — нестабильность высокого напряжения на электроде; отсутствие независимого выключателя электрического питания на краскораспылителе. В каскадных (встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскадном трансформаторе, встроенном в краскораспылитель. При этом напряжение 12 V постоянного тока подается на краскораспылитель при помощи низковольтного кабеля, а затем преобразуется на каскаде в высокое напряжение постоянного тока. К достоинствам краскораспылителей с каскадной высоковольтной технологией относятся: стабильность высокого напряжения на электроде и связанная с этим равномерность зарядки материала; наличие встроенного в краскораспылитель регулятора высокого напряжения и независимого выключателя электрического питания, а к недостаткам — наличие электронных элементов в корпусе краскораспылителя и связанная с этим его высокая стоимость; сравнительно высокий вес краскораспылителей. Электростатические краскораспылители можно разделить на ручные и автоматические, которые, в свою очередь, можно классифицировать, как это показано в таблице 1. Как уже упоминалось выше, первичное распыление ЛКМ в случае пневматических, комбинированных и безвоздушных электростатических краскораспылителей происходит точно также, как и в соответствующих традиционных краскораспылителях, поэтому они находят схожие области применения, а наличие электростатического поля позволяет повысить коэффициент переноса материала до 70-90 %. Совсем иначе выглядит процесс нанесения ЛКМ с помощью чашечных и дисковых электростатических краскораспылителей: в этом случае заряженный ЛКМ распыляется исключительно под воздействием центробежных сил, которые возникают при вращении с высокой скоростью чашки или диска, расположенных на краскораспылителе и приводимых в движение сжатым воздухом, а затем переносится на изделие исключительно силой электростатического поля, что гарантирует перенос материала до 90-98 %. Следует отметить, что ручные чашечные низкооборотные краскораспылители (скорость вращения чашки – до 600 об/мин.), несмотря на максимальный для всех способов распыления коэффициент переноса материала, достигающий 95-98 %, не нашли применения в условиях серийного и массового производства в силу низкой производительности (до 200 мл./мин.), а используются, в основном, для мелкосерийной ручной окраски решетчатых металлоконструкций, поскольку в этом случае трудно найти другой более экономичный способ качественного нанесения ЛКМ. Характерной особенностью высокооборотных дисковых краскораспылителей является то, что для сужения факела ЛКМ, созданного быстровращающимся диском (скорость вращения диска — до 60000 мин.), используется поддув сжатого воздуха по всей периферии этого факела. Данный тип электростатических краскораспылителей благодаря высокой производительности и экономичности работы (коэффициент переноса материала достигает 90 %) широко используется при конвейерной окраске кузовов автомобилей и их комплектующих, бытовой техники и металлической мебели. Окрасочные установки для нанесения ЛКМ в электростатическом полеВ состав установки для электростатической окраски, как правило, входят краскораспылитель, источник высокого напряжения, воздушные и материальные шланги, питающий кабель, кабели заземления, оборудование во взрывозащищенном исполнении для подачи ЛКМ на краскораспылитель (диафрагменный или поршневой насос, красконагнетательный бак), причем наличие в системе электрического тока высокого напряжения обязывает строго соблюдать правила техники безопасности и тщательно заземлять основные элементы установки. В случае работы вне помещения, например, при окраске крупногабаритных металлоконструкций вместо источника высокого напряжения используется мобильный пневматический генератор электрического тока постоянного напряжения, который позволяет работать автономно от сетей электропитания. Заключение Технологии электростатической окраски совершенствуются на протяжении более полувека, и на сегодня электростатическая окраска во всех ее вариациях — это самый экономичный из методов распыления, обеспечивающий получение высококачественного лакокрасочного покрытия при максимальном переносе ЛКМ на окрашиваемое изделие и значительном снижении затрат на переработку отходов ЛКМ. В зависимости от типа применяемого покрасочного оборудования данный метод окраски может использоваться как в условиях массового и серийного производства, так и при мелкосерийном и единичном производстве изделий. Электростатическая покраскаЧто такое электростатическая покраска?Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила). Для любознательных, что такое закон Кулона : Закон Кулона — физический закон, описывающий силу взаимодействия между неподвижными точечными электрическими зарядами в зависимости от расстояния между ними.
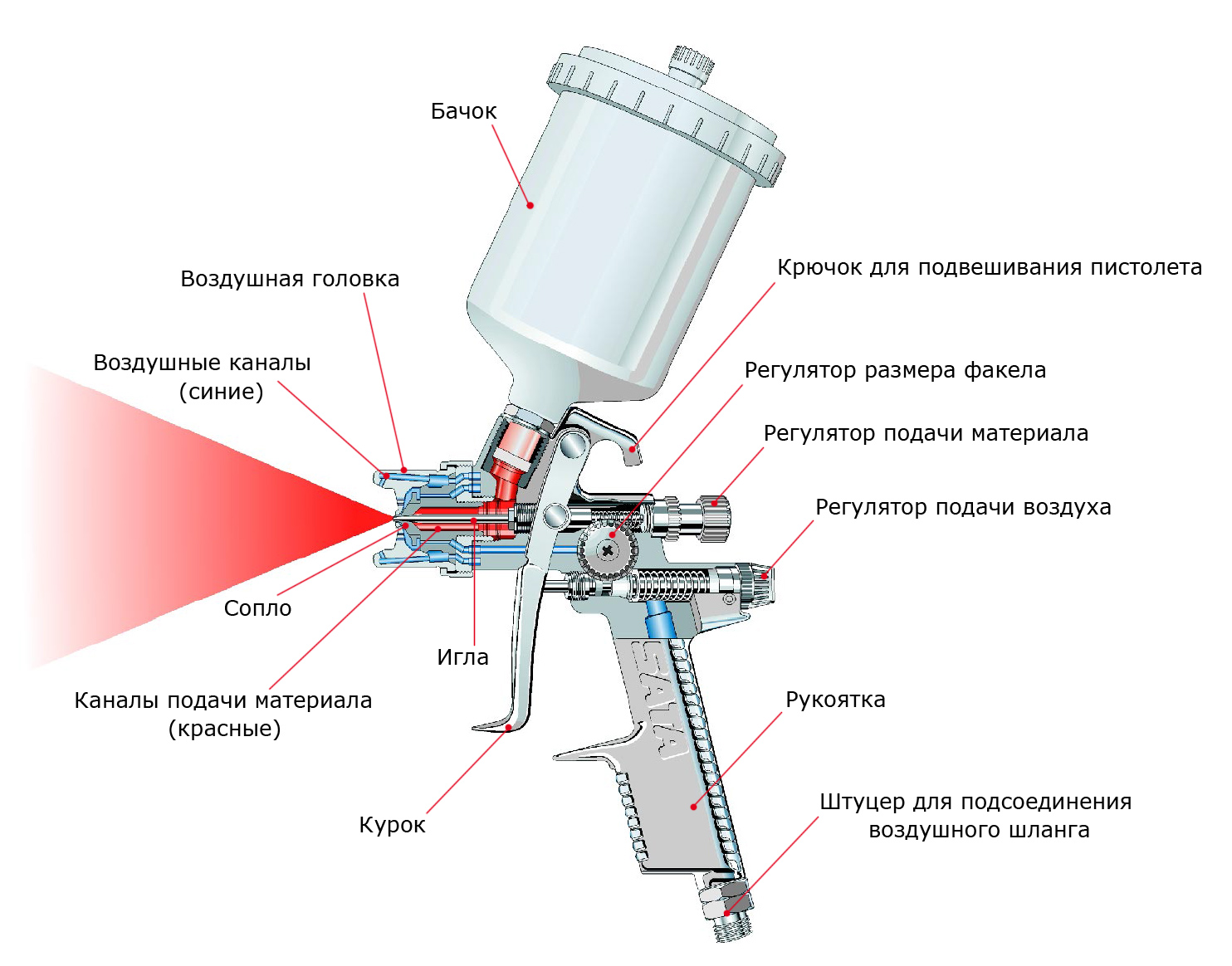
Наверное, всё равно непонятно, потому что физика была давно и в школе, дальше будет проще . Принцип работы оборудования для нанесении ЛКМ в электростатическом полеОборудование для нанесении ЛКМ в электростатическом поле работает с использованием закона взаимодействия заряженных частиц. Из каких элементов состоит электростатическое оборудование?Электростатическое оборудование состоит из насоса и специального пистолета, подключённого к источнику электрического питания. Для придания каплям ЛКМ электрического заряда в краскораспылитель вмонтирован генератор высокого напряжения, обеспечивающий заряд (отрицательный) капелек ЛКМ, вылетающих из сопла. Смотрите видео электростатической покраски мебели из дерева
| |
| Видео.1. Электростатическая покраска мебели из дерева |
Окрашиваемое изделие размещается на металлическом столе, к которому присоединён заземляющий кабель. Для того, чтобы попадающие на окрашиваемый объект заряды могли стекать через заземление, древесина или же нанесённый ЛКМ должны иметь определенную электрическую проводимость. Для проводимости древесины её влажность должна быть не менее 14%.
Рекомендуемое удельное электрическое сопротивление лакокрасочных материалов
Рекомендуемое удельное электрическое сопротивление ЛКМ лежит в пределах 5х10 ^4 — 5х10^6 Ом. * м. Оптимальная величина его зависит от конкретных условий применения.
Существуют специальные добавки, снижающие сопротивление ЛКМ при необходимости. Выпускаются специальные измерители удельного сопротивления ЛКМ.
Из-за того, что одинаково заряженные частицы отталкиваются друг от друга, в капельках возникает внутреннее расталкивание, имеющее следствием их дальнейшее разделение. Это измельчение не зависит от давления в системе, поэтому материал может быть хорошо распылён и при низком давлении. Однако, это накладывает ограничения на применение метода для нанесения материалов с высокой вязкостью.
Заряженные частицы ЛКМ летят, направляемые электрическими силами, к заземлённому изделию, в том числе на тыльную его сторону. Это позволяет окружить изделие потоком материала и окрасить даже тыльную часть, тем самым ещё больше сокращая потери ЛКМ.
В случае стульев, например, на тыльную часть, попадает обычно до 30% материала, нанесённого на лицевую часть. Таким образом происходит направленный перенос ЛКМ от пистолета до поверхности детали, значительно сокращающий потери материала в случае решётчатых изделий, и повышающий тем самым производительность.
Пример системы распыления в электростатическом поле
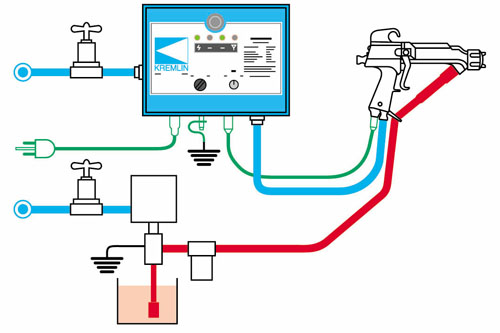
Для примера, обычная система распыления в электростатическом поле включает в себя насос подачи ЛКМ, краскораспылитель с двумя шлангами и блок питания.
Блок питания преобразует переменный ток 220 В в постоянный ток низкого напряжения (12 В), при этом предусмотрена регулировка выходного напряжения и система защиты, блокирующая высокое напряжение при приближении краскопульта к заземлённым поверхностям.
 |
|---|
| Рис. 2. Электростатическая система нанесения краски от фирмы Kremlin |
Маневренный, легкий кабель обеспечивает подачу низкого напряжения 12 В на миниатюрный высоковольтный генератор, встроенный в пистолет. Этот генератор создаст высокое напряжение на заострённом электроде, расположенном в области распылительной головки пистолета.
Регулировка на блоке управления дает возможность изменять высокое напряжение на электроде пистолета в пределах 20 000 — 85 000 В.
Преимущества и недостатки электростатического метода нанесения лакокрасочных материалов
Достоинства электростатического метода нанесения краски и лака
К достоинствам электростатического метода нанесения ЛКМ относят:
- экономия ЛКМ, особенно при окраске изделий, имеющих множество деталей с малой площадью поверхности (например, стулья, оконные рамы)
- быстрое нанесение благодаря лучшему окрашиванию проблемных мест детали, высокому коэффициенту переноса ЛКМ, возможности окрашивания одновременно и с тыльной стороны
- хорошее качество покрытия: однородный слой ЛКМ одинаковой толщины
- улучшенные санитарно-гигиенические условия труда маляра, значительное снижение лакокрасочного тумана
- экологичность: уменьшение выбросов летучих веществ в атмосферу уменьшение затрат на обслуживание рабочего места, кабины (замена фильтров)
Недостатки электростатического метода нанесения краски и лака
К недостаткам электростатического метода нанесения ЛКМ относят:
- при регулировании определённых параметров, таких как электрическое напряжение, электропроводность ЛКМ, давление в системе, скорость воздуха, расстояние пистолета до окрашиваемой поверхности, требуется предельная аккуратность. Если эти параметры не соблюдаются достаточно точно, то потери лакокрасочных материалов возрастают
- окрашиваемое изделие должно иметь простую геометрическую форму. Острые углы создают зоны электростатической тени, которые отклоняют капельки материала, не позволяют им ложиться на поверхность и приводят к формированию неоднородного покрытия. Кроме того, электростатическое поле не образуется внутри углублений и пустот, поэтому нанесение на такие элементы ЛКМ электростатическим способом невозможно
- должна обеспечиваться в определённых пределах проводимость наносимого материала и окрашиваемою изделия. Если нанесенный материал не будет сохранять отрицательно заряженные частицы (большая проводимость, слишком быстрый разряд на землю), то облако распылённого материала будет слишком сильно притягиваться ближайшей окрашиваемой поверхностью, и прокрас противоположной стороны будет недостаточен. И наоборот, если нанесённый материал будет сохранять исходный отрицательный заряд (малая проводимость, слишком медленный разряд на землю), то наносимый материал будет отражаться и возвращаться к той точке, из которой он был распылён, осаждаясь на оператора и на стены покрасочной кабины
- не применимо к материалам с высокой вязкостью (не более 30 сек. DIN4).
Преимущества современных систем электростатической окраски
Современные системы для окраски распылением в электростатическом поле и современные специализированные ЛКМ позволяют пользоваться вышеописанными преимуществами и снизить влияние на результат недостатков метода.
Так, для придания начальной проводимости древесине с низкой влажностью рекомендуется наносить первым слоем водную морилку окунанием. Через 1.5-3 часа после этой операции хорошо окрашиваются в электростатическом поле и фронтальная и тыльная сторона поверхности стульев.
 |
|---|
| Рис. 3. К электростатической покраске готов |
Важная роль временного фактора при электростатической окраске
Следует отметить, что временной фактор играет большую роль в обеспечении начальной проводимости окрашиваемых изделий при нанесении всех слоев покрытия. Длительные промежутки между отдельными окрасочными операциями снижают начальную проводимость.
Можно ли наносить водные материалы электростатическим методом
Нанесение водоразбавимых материалов ручными распылительными пистолетами не применяется из-за того, что оператора в этом случае трудно изолировать от земли и наносимый материал притягивается к его телу.
Отзывы посетителей сайта :
Интересная технология покраски, но в жизни с ней ни разу не сталкивались. Посмотрев видео и прочитав статью об электростатической покраске, можно сделать вывод, что этот способ окраски всё-таки наиболее оптимален для покраски стульев, оконных рам, то есть изделий при покраске которых с помощью обычного пневматического распыления происходят большие потери краски и лака на туманообразование, то есть, говоря по-простому, краска и лак улетают в воздух.
Электростатическая покраска – особенности процесса
 Электростатическая покраска – особенности процесса
Электростатическая покраска – особенности процесса
Электростатическая покраска является технологией, когда на поверхность наносят краску с применением сил взаимодействия между точечными неподвижными электрическими зарядами (кулоновская сила). Лакокрасочный материал (чаще всего они сделаны на базе воды, но есть и варианты с органическим растворителем) наносят посредством специального покрасочного пистолета.
Впервые распылитель электростатического типа был применен в 1941 году таким американским изобретателем, как Г. Рансбург. Метод будет подразумевать применение электрических полей, по которым проводится передвижение заряженных частиц лакокрасочного материала. Жидкая краска начинает вступать во взаимодействие с электродом, который расположен в пистолете, и в результате этого краске будет передан высоковольтный заряд отрицательного типа (от 60 до 100 кВт).
Заряженные частицы, выходя из сопла краскопульта, будут направляться по линиям поля (электростатического) к изделию, которое заземлено, и на которое наносят лакокрасочный материал.
Технология процесса
Факел для окрашивания появляется благодаря обоюдному отталкиванию заряженных частиц от лакокрасочного материала. Важным отличием такой технологии от остальных методов будет отсутствие необходимости в красочном тумане, потому что частицы направляются по линиям, которые заданы ранее. Коэффициент переноса лакокрасочного материала колеблется от 70% до 95%. Показатель переноса будет зависеть от проводимости прокрашенного материала, формы изделия и остальных косвенных факторов. Электростатический метод дает возможность сократить расход лакокрасочного материала, а сам процесс окрашивания проводится куда проще.
При окрашивании металлических труб стандартным методом требуется несколько раз переворачивать изделия. В случае с пистолетом электростатического типа деталь нет необходимости поворачивать, потому что заряженные частички направляются по силовым линиям, а еще легко будут огибать препятствия. Окрашивание проводят достаточно равномерно, потому что на уже обработанном месте лакокрасочный материал будет отталкивать излишки поступающего материала.
Подробности
Виды распыления
Используют два вида распыления электростатического вида – каскадное и классическое. Кстати, последнее предполагает, что по высоковольтным кабелям на электростатический краскопульт поступает постоянный ток с высоким напряжением. Классическая схема имеет множество существенных недостатков. Прежде всего, будет идти речь про нестабильность напряжения в пистолетном электроде. Более того, окрашивать очень даже непросто, потому что большой кабель будет стеснять действия, а для того, чтобы отключать электропитание требуется всякий раз добираться к трансформатору.
В каскадном методе высокое напряжение формируется не извне, а в самом пистолете. К нему по низковольтному кабелю направляют напряжение лишь в 12 В, а уже внутри устройства будет происходить генерация высокой степени напряжения. Преобразование осуществляется на краскопультном каскаде. Используемый кабель гибкий и тонкий, за счет чего проводить работы с ним крайне удобно.
Каскадный метод дает возможность отключать поступление электричества вне зависимости от генератора, а еще контролировать уровень напряжения, и подбирая подходящий для того или другого типа материала. Само напряжение будет отличаться высокой степенью стабильности, что дает возможность существенно сократить расход лакокрасочного материала. Главным недостатком каскадного распыления будет высокая цена за оборудование. Но затраты быстро способны окупаться за счет экономичности такой технологии.
Электростатическое распыления имеет определенные ограничения, которые диктуются такими обстоятельствами:
 Свойства лакокрасочного материала. Речь идет про жидкую электростатическую покраску. Чтобы краска правильно заряжалась на электроде, требуется сопротивления на уровне не менее, чем 30 кОм. В обратном же случае эффективность окрашивания в электростатическом поле будет радикально сокращена. В роли примера лакокрасочного материала с малым уровнем сопротивления можно приводить составы с большими добавками металлической пудры (к ним относятся эмали вида «металлик»). До последних лет электростатическое окрашивание не применялось при нанесении красок водорастворимого вида, потому что был большой риск короткого замыкания по причине электрической проводимости жидкостей. Последние модели от оборудования для окрашивания электростатического типа дают возможность работать с водорастворимыми лакокрасочными материалами.
Свойства лакокрасочного материала. Речь идет про жидкую электростатическую покраску. Чтобы краска правильно заряжалась на электроде, требуется сопротивления на уровне не менее, чем 30 кОм. В обратном же случае эффективность окрашивания в электростатическом поле будет радикально сокращена. В роли примера лакокрасочного материала с малым уровнем сопротивления можно приводить составы с большими добавками металлической пудры (к ним относятся эмали вида «металлик»). До последних лет электростатическое окрашивание не применялось при нанесении красок водорастворимого вида, потому что был большой риск короткого замыкания по причине электрической проводимости жидкостей. Последние модели от оборудования для окрашивания электростатического типа дают возможность работать с водорастворимыми лакокрасочными материалами.- Свойства материалов. Изделия, которые не проводят ток, такие как древесины и пластик, окрашивать достаточно трудно. Облегчить процесс получится лишь при особых токопроводящих грунтовок (в случае, если речь идет о пластике) или увлажнения (для дерева).
- Формой обрабатываемых деталей. Как было сказано ранее, электростатический способ дает возможность окрашивать разные по форме изделия, но в замкнутом токопроводящей контуре напряжение поля электростатического типа будет равно нулю. По этой причине в глубоких выемках нет электрического полы, из-за чего на подобные участки не будут попадать частицы лакокрасочного материала. Более того, не попадая в различные впадины, краска будет концентрироваться на остальных участках (к примеру, на кромках), и это будет приводить к образованию очень толстого слоя покрытия. Чтобы не было таких проблем (часто их называют контуром Фарадея), окраска труднодоступны мест проводится посредством простого краскопульта – безвоздушным или даже пневматическим.
Рассмотрим устройство для окрашивания. Краскопульт «Stаr 3001»
В роли примера следует разобрать краскораспылитель Стар 3001. В таком аппарате используется каскадный метод образования высоко напряжения. Делают и механические, и даже автоматические методы усовершенствования оборудования. Обе модели способны работать и с безвоздушным распылением, и со смесью воздушного типа. Для водорастворимых лакокрасочных материалов и для красок, сделанных на базе растворителя еще существуют отдельные модификации. Каждая модель, в зависимости от назначения, может сильно отличаться по материалам, в ней применяемым, а еще иметь свои конструктивные особенности.

Получается так, что ассортимент оборудования невероятно широкий, и потому перед покупкой требуется определиться с тем, как именно будет применен электростатический пистолет. Аппарат 3001 требуется для работы с лакокрасочными материалами на водной основе. Это будет обозначать защищенность устройства от коротких замыканий, потому что конструкция сделана из особого материала. А вот для работ с растворителями органического типа Стар 3001 не подойдет, и потому требуется найти модификацию, корпус которой инертный по отношению к различным растворителям.
Проблемы с контуром Фарадея в распылителе такой модели решается отключением электрического питания. Если отсутствует питание, лакокрасочный материал распыляется лишь под воздействием давления. Клавиши управления напряжением расположены прямо на корпусе краскопульта, и это весьма удобно. Более того, давление можно даже контролировать собственноручно – достаточно нажимать на курок. Пистолет еще оснащен памятью, за счет чего поддерживается до 3-х вариантов электростатического поля на каждый тип лакокрасочного материала. Немаловажным параметром любого используемого лакокрасочного материала будет электрическая сопротивляемость. Вместе с устройством в комплекте поставляется зонд, который тестирует лакокрасочный материал на сопротивляемость, и тем самым это обеспечивает самый лучший показатель для электростатического поля.
Несмотря на техническое оснащение, то такой пистолет для электростатической покраски отличается удобством обслуживания. Корпус можно легко разобрать, а после этого все механизмы доступны визуальному наблюдению. При поломке заменить можно любые элементы пистолета. Это обстоятельство дает возможность упрощать ремонтные работы, а еще удешевить их. Следует отметить, что устройство к тому же весит всего 0.9 кг, и за счет легковесности, работать с ним будет физически несложно, а за счет эргономичной рукояткой будет удобно. Для промышленного использования разработана такая модификация, как «LАRIUS 2 Раint Sуstеms». В этой системе используют двойную диафрагма, за счет которой лакокрасочный материал нагнетается под небольшим давлением.
Использование технологии в России
Технология покраски электростатического типа характеризуется большим количеством достоинств. Но в российских условиях использование такого вида распыления пока не нашло массового использования. Основной причиной в отсутствии достаточного числа квалифицированных специалистов. Само по себе оборудование достаточно сложно, им нужно иметь пользоваться, и в обратном случае вместо напыления электростатического типа краска будет распыляться стандартным методом, что не даст планируемого эффекта. Еще одной проблемой в российский условиях будет поиск лакокрасочный материалов с требуемым уровнем электрической проводимости.
Если показатель будет отличаться от заданного, его можно использовать, но в любом случае не обойтись без исходной информации. При этом выяснять уровень электрической проводимости часто не получается ни у продавцов, ни у компаний-изготовитель. В результате этого единственным выходом будет покупка лакокрасочных материалов западного производства, которые куда дороже отечественных аналогов. Еще одним важным фактором будет обеспечение качественного заземления. В большинстве случаев такое условие должным образом не выполняется. При отсутствии заземления маляр будет окрашивать не просто поверхность, но самого себя.
Обратите внимание, что требуется сказать про одно популярное заблуждение – большинство маляров считают, что чем больше факел, тем скорее будет обработана поверхность. Но на практике все совсем не так, и увеличение факела лишь делает электростатический аппарат в простой краскопульт.
Окрашивание электростатического типа, естественно, имеет огромные перспективы использования. В продаже есть требуемое оборудование, а технология является прекрасно изученной. Но для большего распространения нанесению лакокрасочного материала таким методом требуется специально обучаться, а после проверять знания на практике.
Преимущества и недостатки электростатической окраски
В последние годы наши клиенты, стремясь повысить качество своей продукции, стали уделять все большее внимание нанесению прочных и долговечных лакокрасочных покрытий, обеспечивающих конкурентный внешний вид и длительный срок службы выпускаемых промышленных изделий или возводимых строительных конструкций.
Для обеспечения нужных свойств покрытий необходимо применять более качественные лакокрасочные материалы, которые недешевы, и вопрос их экономного и рационального расходования встает особенно остро.
Непрокрасы, подтеки, наплывы, шагрень и прочие дефекты также недопустимы, если мы хотим добиться нужного качества покрытия.
При этом нашим клиентам, конечно, хотелось бы снизить зависимость результата от квалификации маляра, так как найти высококлассного специалиста непросто, и запросы у него, как правило, немалые. Кроме того, каждый руководитель малярного цеха хотел бы по возможности ускорить процесс окраски и сделать его более экологичным, снизив туманообразование.

Одним из эффективных путей решения всех этих вопросов является применение электростатического способа нанесения. Этот способ позволяет увеличить коэффициент переноса лакокрасочного материала и ускорить процесс окраски, доставить материал в труднодоступные места окрашиваемых объектов сложной формы, обеспечить равномерное покрытие слоем заданной толщины, избежать дефектов, улучшить экологическую обстановку в зоне работ.
Сегодня оборудование для электростатической окраски представлено на рынке достаточно широко, и выбор подходящего – задача не из простых. Существует несколько различных методов электростатического окрашивания. Это обусловлено разнообразием лакокрасочных материалов, окрашиваемых изделий, а так же различием технологических процессов самой окраски. И по каждому методу различные производители предлагают различное оборудование. Его подбор лучше осуществлять путем испытания разных видов устройств и разных видов материалов непосредственно в условиях реального рабочего техпроцесса.
Это большая работа, требующая опыта и квалификации. Специалисты компании «Премиум Класс» совместно со своими зарубежными партнерами регулярно проводят такую работу на производственной базе своих клиентов уже более восьми лет. Мы можем дать рекомендации и по выбору материала, и по оборудованию, и по оптимальной организации технологического процесса в целом, чтобы избежать распространенных дорогостоящих ошибок.
Надо иметь в виду, что поставками материала мы не занимаемся, ограничиваясь только некоторыми рекомендациями по его выбору и оставляя за собой контроль его технологической совместимости с оборудованием. Наши клиенты сами находят поставщиков ЛКМ по своему выбору. А вот оборудование мы не только рекомендуем, но также поставляем, устанавливаем, запускаем, осуществляем его гарантийное и постгарантийное обслуживание, а также проводим обучающие тренинги для пользователей.
В настоящем обзоре будет дано общее представление о некоторых видах электростатического способа нанесения с их иллюстрацией на примере оборудования фирмы «Грако (Graco)», которое мы активно рекомендуем нашим клиентам как наиболее технически продвинутое на сегодняшний день, и при этом очень надежное, эффективное и простое в эксплуатации и обслуживании.
Итак, электростатическое покрасочное оборудование можно разделить на две больших группы:
Электростатическое оборудование для порошковых красок и
Электростатическое оборудование для жидких красок .
В данном разделе мы более подробно рассмотрим вторую группу, то есть различные варианты и особенности нанесения в электростатическом поле именно жидких красок, но вопрос нанесения порошковых материалов также будет затронут.
Главным принципом электростатической окраски является то, что распыляемый жидкий ЛКМ, соприкасаясь или попадая в область действия электрода, которым оборудован электростатический краскораспылитель, получает высоковольтный отрицательный заряд. В зависимости от модели краскораспылителя он может быть (40—100 кВ), и далее частицы материала направленно движутся от сопла электростатического краскораспылителя к заземленному окрашиваемому изделию по кратчайшим силовым линиям электростатического поля, возникающим между краскораспылителем и изделием, и таким образом создают «обволакивающий» эффект покрывая окрашиваемое изделие слоем ЛКМ.

В зависимости от технологии распыления ЛКМ, электростатический метод нанесения жидких красок можно в свою очередь разделить на несколько видов:
 Пневматическое электростатическое распыление – при воздействии на материал потока сжатого воздуха происходит диспергирование лакокрасочного материала, в результате чего собственно и формируется так называемый окрасочный «факел». При данном виде нанесения ЛКМ в качестве подающих элементов системы, как правило, используются мембранные насосы низкого давления, реже нагнетательные баки. Максимальное давление материала в данных установках составляет 7 бар.
Пневматическое электростатическое распыление – при воздействии на материал потока сжатого воздуха происходит диспергирование лакокрасочного материала, в результате чего собственно и формируется так называемый окрасочный «факел». При данном виде нанесения ЛКМ в качестве подающих элементов системы, как правило, используются мембранные насосы низкого давления, реже нагнетательные баки. Максимальное давление материала в данных установках составляет 7 бар.
По сути, эксплуатация электростатического оборудования низкого давления мало чем отличается от использования традиционной окрасочной системы низкого давления, и на первый взгляд, внешне, окрасочный факел электростатического краскопульта мало чем отличается от окрасочного факела традиционного пневматического пистолета с бачком или краскопульта, на который краска подается под давлением от насоса по шлангу.
Мембранный насос либо нагнетательный бак для создания давления, подключается к линии подачи сжатого воздуха «компрессору». Далее материал под давлением по шлангу подается от насоса к краскораспылителю, а по второму, воздушному шлангу от насоса либо напрямую от воздушной линии, подается сжатый воздух к тому же краскораспылителю. Краскораспылитель и выполняет функцию смесителя потока ЛКМ который под давлением через материальное сопло краскораспылителя, выходя, смешивается и дробиться с потоком сжатого воздуха, который выходя из краскораспылителя через воздушную крышку формирует тот самый окрасочный факел, от качества которого во многом и зависит конечный результат работы маляра.
Существует много нюансов и технологий для формирования данного факела, но особенность эксплуатации электростатического оборудование заключается основном в различии конструкции краскораспылителя. В отличие от традиционного краскораспылителя, электростатический краскопульт оснащен так называемым электродом и трансформатором который подает заряд на электрод и тем самым заряжает краску. В зависимости от модели пистолета, трансформатор может быть внешним (классический) или встроенным в сам пистолет (каскадный).
Электростатическое распыление высокого давления – отличительной особенностью данного метода является то, что в данном случае ЛКМ подается к краскораспылителю насосом высокого давления (давление материала в системе может достигать 230 бар) и далее проходя через щелевидное сопло формируется окрасочный факел. В данном случае диспергирование лакокрасочного материала осуществляется за счет избыточного давления ЛКМ на выходе из сопла. Дополнительно в формировании окрасочного факела участвует воздух который, так же как и в пневматической системе выходя через воздушную крышку краскораспылителя дополнительно атомизируя окрасочный факел делает его более мягким.
Преимуществом данного метода является еще более высокий коэффициент переноса материала, т.к. при формировании окрасочного факела образовывается меньше лакокрасочного тумана в отличие от пневматического метода окраски. Так же как пневматические установки, электростатические системы высокого давления бывают классическими с внешним трансформатором и каскадные где напряжение генерируется непосредственно в краскораспылителе.
Электростатическое распыления чашечными ручными распылителями — в этом случае заряженный ЛКМ распыляется исключительно под воздействием центробежных сил, возникающих при вращении с высокой скоростью чашки или диска, расположенных на краскораспылителе и приводимых в движение сжатым воздухом, а затем переносится на изделие исключительно силой электростатического поля, что гарантирует перенос материала до 90—98%

Следует отметить, что ручные чашечные низкооборотные краскораспылители (скорость вращения чашки — до 600 об./мин.), несмотря на максимальный для всех способов распыления коэффициент переноса материала, достигающий 95—98%, не нашли применения в условиях серийного и массового производства из-за низкой производительности (до 200 мл/мин.), а используются в основном для мелкосерийной ручной окраски решетчатых металлоконструкций, поскольку в этом случае трудно найти другой более экономичный способ качественного нанесения ЛКМ.
В зависимости от метода обеспечения заряда на электроде электростатический краскопульт можно разделить на два типа «каскадный» и классический.
В классических (внешних) высоковольтных системах высокое напряжение постоянного тока подается на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля. Как правило, трансформатор находится удаленно от электростатического краскораспылителя и подключается к электрической сети, что требует особого внимания.
 В каскадных(встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскаде, встроенном в краскораспылитель. При этом напряжение постоянного тока до 12 В. подается на краскораспылитель при помощи низковольтного кабеля либо как в случае с краскопультами фирмы Graco в которых напряжение постоянного тока 12В подается от турбины-генератора установленного так же в пистолете, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
В каскадных(встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскаде, встроенном в краскораспылитель. При этом напряжение постоянного тока до 12 В. подается на краскораспылитель при помощи низковольтного кабеля либо как в случае с краскопультами фирмы Graco в которых напряжение постоянного тока 12В подается от турбины-генератора установленного так же в пистолете, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
В третью очередь важно предусмотреть заземление самой окрашиваемой детали Для чего необходимо заземлять деталь? Все по той же причине, что и все остальные объекты, находящиеся в зоне окрашивания, чтобы не накапливать разницу потенциалов. Находясь в зоне окрашивания электростатическим краскопультом, который посредством трансформатора через электрод, создает отрицательны электростатический заряд и заряжает им диспергированый лакокрасочный материал, деталь так же будет накапливать отрицательный заряд, если ее конечно не заземлить. Когда наша деталь заземлена она остается постоянно равнозаряженной т.к. через систему заземления постоянно «сливает» отрицательный заряд, получаемый от отрицательно заряженной краски, которая покрывает поверхность детали и самого краскопульта. При этом положительный заряд, который также присутствует у, окрашиваемой заземленной детали притягивает к себе отрицательно заряженные частички диспергированной краски и тем самым проявляется эффективность переноса лакокрасочного материала на поверхность окрашиваемой детали в электростатическом поле.
Что касается самого способа заземлить деталь, здесь уже появляется масса различных вариантов, которые зависят от вида детали, места ее окрашивания и прочих составляющих. К примеру, вертолеты, самолеты, вагоны и другая крупная техника при окрашивании корпуса в сборе обычно заземляется посредством провода достаточного сечения, который для удобства присоединяется зажимом или другим удобным способом к окрашиваемой детали а другим к шине заземления
Электростатическая окраска


НПО «Лакокраспокрытие» стояло у истоков разработки оборудования для нанесения окраски в электростатическом поле высокого напряжения.
Выпускавшиеся на предприятии электростатическое оборудование для покраски ЭР-10 до сих пор работают на многих предприятиях бывшего Советского Союза.
Сегодня НПО «Лакокраспокрытие» проектирует и поставляет по выгодным ценам комплектные линии для нанесения ЛКМ методом электростатической окраски с использованием оборудования ведущих мировых производителей: GRACO, SAMES, RANSBURG.
Специалисты НПО окажут помощь в подборе материалов и наладке технологического процесса электростатической покраски.
В современных системах электростатической окраски металла используются как традиционные способы распыления, например, пневматическое и комбинированное, так и специфические, например, распыление под воздействием центробежных сил. Все эти способы обеспечивают предварительное формирование окрасочного факела, состоящего из частичек диспергированного в воздухе ЛКМ, придавая этим частичкам начальную кинетическую энергию.
В процессе распыления частички ЛКМ, соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получают высоковольтный отрицательный заряд и направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля.
Дальнейшее формирование однородного окрасочного факела происходит вследствие взаимного отталкивания одноименно заряженных частиц ЛКМ. С другой стороны, действие сил электростатического поля препятствует образованию тумана из частиц ЛКМ вокруг окрасочного факела, что способствует повышению коэффициента переноса материала на окрашиваемое изделие.
- Коэффициент переноса ЛКМ на изделие, достигающий 90-98 %
- Сокращение потерь ЛКМ на образование тумана
- Равномерность и однородность получаемых лакокрасочных покрытий
- Высокая производительность процесса электростатической окраски
Электростатическая покраска
Электростатическая окраска представляет собой нанесение на поверхность ЛКМ с помощью пистолета. Принцип работы основан на законе Кулона: в процессе распыления лакокрасочный материал соприкасается с электродом, который находится на распылителе краски, и в результате краска получает высоковольтный отрицательный заряд, а заряженные частицы направляются по линиям электростатического поля к заземленному изделию.
Свою популярность электростатическая окраска металла получила благодаря ряду преимуществ:
- электростатическая покраска позволяет существенно сэкономить расход лакокрасочного материала, при этом уменьшается загрязнения воздуха и самой камеры;
- такая технология позволяет окрашивать детали с обратной стороны;
- данный метод окрашивания дает высокий результат — равномерное покрытие и толщина;
- быстрая покраска при минимальном расходе материала.
Оборудование для электростатической покраски можно классифицировать на две группы: оборудование для жидких и оборудование для порошковых красок.
За счет высокой производительности и низким экономическим затратам было разработано много видов оборудования для электростатической окраски. Самое широкое применение такая технология нашла в сфере автопрома. На предприятиях применяют автоматическое электростатическое оборудование для покраски с центробежной системой распыления. Для такого способа распыления характерно формирование на кромке распылителя большого количества микроструек ЛКМ.
Оборудование для пневматического распыления краски работает на основе воздействия на рабочий материал потока сжатого воздуха, в результате чего происходит формирование окрасочного факела. Для такого технологического метода нанесения ЛКМ характерно использование мембранных насосов низкого давления.
Оборудование, предназначенное для электростатического распыления высокого давления, представляет собой устройство, где формирование окрасочного факела осуществляется в щелевидном сопле. Диспергирование ЛКМ происходит за счет избыточного давления на выходе из сопла. Такая технология покраски дает высокий процент переноса материала, в сравнении с пневматическим методом окрашивания.
Электростатическое оборудование для порошковой покраски является самым популярным видом окрашивания и постепенно вытесняет жидкостный процесс окрашивания. Его применяют в автомобиле и машиностроении, это обусловлено дополнительной защитой металла от воздействия коррозии. Процесс окрашивания состоит из нескольких этапов:
- на подготовленную поверхность наносят специальный лакокрасочный материал;
- с помощью окрасочного пистолета наносят порошковую краску;
- порошковый материал расплавляют в специальной камере-печи при температуре, не превышающей 200-250 градусов.
Наша компания занимается реализацией оборудования для электростатической покраски. Более подробную информации, а также цену на продукцию вы сможете узнать у наших менеджеров позвонив по телефону, указанному на сайте.