Композиции на основе фенолформальдегидных смол были одними из первых высокомолекулярных соединений, которые стали использоваться в промышленности и до недавнего времени они были самыми распространенными во многих областях человеческой деятельности. Не смотря на развитие промышленности полимерных материалов, создание новых соединений и композиций, а также токсичность фенолформальдегидных смол, композиции на их основе широко используются и сегодня, хотя объемы их получения и стали ниже, уступая по темпам производства ряду других поликонденсационных и особенно полимеризационных пластмасс.
В первую очередь это касается производства и применения фенопластов, которые сохраняют свое преимущество перед другими материалами в изготовлении деталей технического назначения, работающих в условиях высоких температур и повышенной влажности, радиотехнической аппаратуры, водо- и кислотостойких изделий, футеровочной плитки, изделий, обладающих высокими фрикционными свойствами (тормозные колодки), химической аппаратуры, в машиностроении для изготовления колес, шестерен, в электротехнике, автомобиле- и судостроении.
Фенопласты являются полимерными композиционными материалами (ПКМ), получаемыми в основном методом горячего прессования. Как и в случае с другими ПКМ в зависимости от типа наполнителя различают следующие группы фенопластов: пресс-порошки с порошкообразными (дисперсными) наполнителями, волокниты с наполнителями в виде отдельных волокон, а также слоистые пластики с наполнителями в виде ткани (текстолиты), бумаги или шпона [1].
Рецептура пресс-порошков. Фенолоформальдегидные пресс-порошки (рис. 1) представляют собой композиции, в состав которых входят связующие, наполнители, отвердители, смазки, красители и другие специальные добавки [2, 4].

Рис. 1. Внешний вид пресс-порошков
В качестве связующих применяют новолачные или резольные смолы в твердом или жидком виде, а наполнителями являются древесная мука, каолин, стеклянные микросферы, литопон и др. Для повышения тепло- и электропроводности в качестве наполнителей используют графит, металлические порошки или стальные опилки. В качестве отвердителя для новолачных смол чаще всего используют уротропин, реже применяют оксид кальция или магния. Чтобы избежать прилипания изделий к пресс-формам применяют смазки: стеариновую или олеиновую кислоту, а также их соли – стеараты или олеаты, не вызывающие коррозии пресс-форм. Для придания пресс-порошкам различных цветов в состав композиций вводят красители, которые должны быть термостабильными, а также стойкими к действию аммиака и других химических веществ, действующих на краситель при прессовании. Обычно пресс-порошки для изделий технического назначения окрашивают в черный цвет при помощи нигрозина или в коричневый цвет при помощи мумии. Из неорганических пигментов нередко применяют ультрамарин, литопон, из органических – большей частью анилиновые красители (спирторастворимый красный С, желтый светопрочный и др.) [2]. Для повышения водостойкости, ударной вязкости и других свойств фенолформальдегидные смолы часто модифицируют термопластами (полиамидами, каучуками, поливинилхлоридом и др.) [4].
Примерные соотношения компонентов для пресс-порошком на основе новолачных и резольных смол примерно одинаковы (мас. ч.) [2]: смола = 35 – 45; древесная мука или минеральные крошки = 40 – 60; уротропин = 3 – 7; красители = 1 – 2; оксид кальция или магния = 1 – 3.
Производство пресс-порошков и изделий из них. Для изготовления пресс-порошков наибольшее распространение получил суховальцовый метод. На рис. 2 показана схема получения пресс-порошков из новолачной смолы. В соответствии с этим методом исходные компоненты перемешиваются в смесительном барабане. Затем полученная смесь дозируется в зазор между рабочим и холостым валками непрерывного действия. Валки нагреваются паром или охлаждаются водой таким образом, чтобы температура рабочего валка составляла 70 – 110 оС, а температура холостого равнялась 100 – 130 оС. Из-за разности температур смесь налипает на рабочий валок и перемешивается расположенными на нем плугообразными ножами. Перемешиванию способствует и разная скорость вращения валков. При этом под действием трения и давления происходит нагрев и пластикация смеси по мере ее движения от центра рабочего валка к его краям [2, 3]. У краев валка от провальцованного материала дисковыми ножами отрезается непрерывная лента, которая снимается плоскими ножами и перемещается на транспортер, где охлаждается воздухом. Дисковые и плоские ножи также закреплены на рабочем валке [2]. Охлажденный материал измельчается в дробилке и попадает в смеситель-стандартизатор, а затем на фасовочную машину. Для удобства последующей переработки пресс-порошки часто формуют в таблетки. При использовании резольной смолы увеличивается продолжительность вальцевания из-за более высокой вязкости композиции и благодаря меньшей скорости отверждения по сравнению с новолачной смолой в смеси с уротропином.
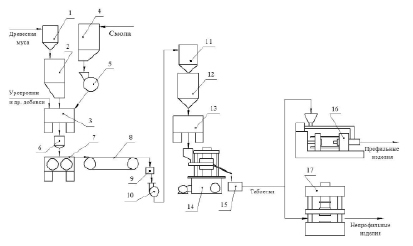
Рис. 2. Технологическая схема производства новолачных пресс-порошков непрерывным суховальцовым способом и получения изделий из них: 1, 11 – циклоны; 2, 4. 6, 12 – бункеры-дозаторы; 3 – смесительный барабан; 5 – мельница тонкого помола; 7 – вальцы непрерывного действия; 8 – транспортер; 9 – зубчатая дробилка; 10 – молотковая дробилка; 13 – смеситель-стандартизатор; 14 – роторная таблетирующая машина; 15 – фасовочная машина; 16 – пресс для штранг-прессования; 17 – гидравлический пресс для прямого или литьевого прессования
Переработка пресс-порошков в изделия производится различными способами. Самым распространённым является горячее прессование, называемое также прямым или компрессионным. Для получения изделий таблетки подогревают, помещают в соответствующие формы и впрессовывают те или иные изделия. Прессование производится примерно при температуре около 170° С и давлении в несколько сот атмосфер. Вследствие текучести смолы при этих условиях пресс-порошок хорошо заполняет форму. Затем в смоле происходит химическая реакция образования пространственной структуры, она теряет текучесть, и вся масса превращается в монолитное твердое изделие. Оно хорошо отделяется от формы, и цикл прессования начинается снова. Способ литьевого прессования, называемое также трансферным прессованием или шприцгусс-процессом [2], применяют для получения изделий, включающих сложную арматуру. Способ штранг-прессования (непрерывного выдавливания) применяется для изготовления различных профильных изделий из пресс-порошков (трубки, стержни, уголки).
Область применения и свойства пресс-порошков. Свойства и назначение пресс-порошков определяются их составом и технологическими параметрами получения. В соответствии с действующим стандартом [4] различают следующие типы пресс-порошков:
– пресс-порошки общего назначения (тип О), получаемые на основе новолачных смол (НС), наполненных древесной мукой. Применяются для производства изделий бытового и технического назначения, не испытывающих сильных нагрузок, действия высоких температур или агрессивных сред: выключателей, штепселей, корпусов некоторых приборов и т.д.;
– теплостойкие (в более ранних источниках жаростойкие [2]) пресс-порошки (тип Ж), получаемые на основе НС, наполненных такими термостойкими веществами как асбест или слюда. Применяются для производства изделий, используемых при высоких температурах;
– ударопрочные пресс-порошки (тип У), получаемые на основе НС, модифицированных каучуком и наполненных древесной мукой или минеральными порошками. Применяются для производства изделий с повышенной прочностью на ударный и статический изгиб, кручения, а также изделий антифрикционного назначения;
– электротехнические пресс-порошки (тип Э), получаемые на основе резольных или новолачных смол, наполненных древесной мукой или минеральными наполнителями. Как следует из названия применяются для изготовления электро- и радиодеталей. В случае повышенных требований к диэлектрическим свойствам применяются пресс-порошки на основе резольных и модифицированных новолачных смол с минеральными наполнителями.
В более ранних стандартах [2] также различали следующие типы:
– влагохимстойкие пресс-порошки (тип ВХ), получаемые на основе НС, модифицированных поливинилхлоридом и наполненных минеральными или органическими веществами. Применяются для изготовления крышек и пробок аккумуляторных баков, деталей стиральных машин и других изделий, контактирующих с влагой и кислотами;
– безаммиачные пресс-порошки (тип СП), получаемые на основе фенолоанилиноформальдегидных резольных смол, наполненных древесной мукой. Их получают без уротропина, выделяющего аммиак при прессовании, и применяют для изготовления радиодеталей, соприкасающихся с серебряными контактами.
В последнее время стали широко применяться пресс-порошки для переработки литьем под давлением, относящиеся к типу О и содержащие специальные отвердители, которые позволяют материалу находиться в вязкотекучем состоянии в инжекционном цилиндре литьевой машины при температурах при 90–130°С и быстро отверждаться в форме при температурах 160–170°С.
Также стоит отметить, что для материала полученного на основе фенолформальдегидной смолы, наполненной древесной мукой, применяют название карболит.
Свойства фенопластов на основе различных пресс-порошков по действующему стандарту приведены в табл. 1 [4], внешний вид изделий из различных пресс-порошков представлен на рис. 3.
Физико-механические и диэлектрические свойства фенопластов на основе пресс-порошков
Фенолформальдегидные смолы
Фенолформальдегидные смолы — продукты поликонденсации фенола с формальдегидом. Реакция проводится в присутствии кислых (соляная, серная, щавелевая и другие кислоты) или щелочных катализаторов (аммиак, гидроксид натрия, гидроксид бария). При избытке фенола и кислом катализаторе образуется линейный полимер – новолак, цепь которого содержит приблизительно 10 фенольных остатков, соединенных между собой метиленовыми мостиками:
Новолаки – термопластичные полимеры, которые сами по себе не способны переходить в неплавкое и нерастворимое состояние. Но они могут превращаться в трехмерный полимер при нагревании их с дополнительной порцией формальдегида в щелочной среде.
При использовании щелочных катализаторов и избытка альдегида в начальной стадии поликонденсации получаются линейные цепи резола, которые при дополнительном нагревании «сшиваются» между собой за счет групп CH2OH, находящихся в пара-положении фенольного кольца, с образованием трехмерного полимера – резита:
Таким образом, резолы являются термореактивными полимерами.
Фенолоформальдегидные полимеры применяются в виде прессовочных композиций с различными наполнителями, а также в производстве лаков и клея.
Отвержденные смолы характеризуются высокими тепло-, водо- и кислостойкостью, а в сочетании с наполнителями и высокой механической прочностью.
Из фенолформальдегидного полимера, добавляя различные наполнители, получают фенолформальдегидные пластмассы, т. н. фенопласты. Их применение очень широко. Это: шарикоподшипники, шестерни и тормозные накладки для машин; хороший электроизоляционный материал в радио- и электротехнике. Изготовляют детали больших размеров, телефонные аппараты, электрические контактные платы. Для склеивания пенополистирольных плит, применяемых для изготовления моделей в литейном производстве.
Получение фенолформальдегидной смолы
1. В пробирку помещают 10 капель жидкого фенола и 8 капель 40% формальдегида. Смесь нагревают на водяной бане до растворения фенола. Через 3 минуты в пробирку добавляют 5 капель концентрированной соляной кислоты и помещают ее в стакан с холодной водой. После образования в сосуде двух четких фаз следует слить воду и вылить полимер из пробирки. В течение нескольких минут образовавшаяся новолачная смола затвердевает.
2. В небольшую колбочку помещают 15 г фенола и 25 мл концентрированного раствора формалина и нагревают (под тягой) на горелке, периодически встряхивая содержимое колбы. Добавляют 1-2 мл соляной кислоты и продолжают нагревание. Вначале реакция идет бурно и смесь в колбе становится однородной. Через некоторое время (около 10 минут) на дне колбы образуется смолистый осадок. Верхний слой жидкости сливают и быстро извлекают смолу, которая на воздухе густеет и постепенно затвердевает.
Фенолформальдегидные смолы [-C6H3(OH)-CH2-]n – продукты поликонденсации фенола C6H5OH с формальдегидом CH2=O.
Взаимодействие фенола с формальдегидом идет по схеме:
Роль реакционноспособных функциональных групп в этих соединениях играют:
- в феноле – три С-Н-связи в орто- и пара-положениях (легче идет замещение в двух орто-положениях);
- в формальдегиде – двойная связь С=О, способная к присоединению по атомам С и О.
Это определяет возможность образования цепных макромолекул по схеме поликонденсации:
Реакция проводится в присутствии кислых (соляная, серная, щавелевая и другие кислоты) или щелочных катализаторов (аммиак, гидроксид натрия, гидроксид бария).
См. механизм конденсации в условиях кислотного катализа.
При избытке фенола и кислом катализаторе образуется линейный полимер – новолак, цепь которого содержит приблизительно 10 фенольных остатков, соединенных между собой метиленовыми (-СН2-) мостиками.
Новолаки – термопластичные полимеры, которые сами по себе не способны переходить в неплавкое и нерастворимое состояние. Но они могут превращаться в трехмерный полимер при нагревании их с дополнительной порцией формальдегида в щелочной среде. При использовании щелочных катализаторов и избытка альдегида в начальной стадии поликонденсации получаются линейные цепи резола:
При дополнительном нагревании эти цепи «сшиваются» между собой за счет групп -CH2OH, находящихся в пара-положении фенольного кольца, с образованием трехмерного полимера – резита:
Таким образом, резолы являются термореактивными полимерами. Полимеры, которые при повышенной температуре приобретают пространственную (сетчатую) структуру и становятся неплавкими и нерастворимыми, называются термореактивными.
Фенолоформальдегидные полимеры применяются в виде прессовочных композиций с различными наполнителями, а также в производстве лаков и клея.
Механизм конденсации фенола с формальдегидом в условиях кислотного
Что такое фенол формальдегидный клей?
Здравствуй Пикабу! Время от времени будем писать интересные статьи о веществах и технологиях применяемых на нашем производстве!

Фенолформальдегидные смолы (ФС) представляют собой класс синтетических полимеров, получаемых в результате реакции фенола (спирт, полученный из бензина) с формальдегидом (полученным из метана).
Хотя фенол, обычно используемый производителями, поступает из нефтехимических источников, продолжаются исследования по использованию «биомасла» из источников пиролиза для получения смолы ФФ, что снижает зависимость от ископаемого топлива.
Микарта, пропитанная пластиком коричневая льняная ткань, является еще одним ранним фенолформальдегидным продуктом, который прошел испытание временем.
Фенол формальдегид также иногда называют фенольной смолой.
Карбамидоформальдегидные, так и фенолформальдегидные продукты после производства выделяют газообразный формальдегид. Фенолформальдегид значительно меньше выделяет газы. По этой причине иногда рекомендуется, чтобы фанера строительного сорта и деревянные панели, содержащие фенолформальдегид, были заменены на фанеру мебельного сорта, которая содержит карбамидный формальдегид. Дегазация существенно уменьшается со временем.


Бакелит, представляет собой фенолформальдегидную смолу. Является одним из первых синтетических пластиков, широко представленных общественности. Он использовался в качестве формовочного материала и появлялся в бесчисленном множестве изделий таких как кухонная посуда, прозрачные пластиковые предметы, декоративные коробки, сувениры, радиоприемники, дисковые телефоны и т.д.
Любой любитель химии может подробнее прочитать про фенол формальдегид на Википедии.
Преимущества фенолформальдегидного клея
Механическая устойчивость, прочность.
Фенол Формальдегид реагирует с природным фенолоподобным лигнином, содержащимся в древесине, улучшая связь между клеем и древесиной.
Фенол формальдегид существует достаточно долго, и зарекомендовал себя в разных сферах применения.
Недостатки фенолформальдегидного (фенольной смолы) клея
Требуется высокая температура и давление
Труднодоступность для любительских или маленьких мастерских из-за оборудования обеспечиваемого высокую температуру и давление.
Фенол формальдегид должен использоваться в хорошо проветриваемом помещении, потому что смола раздражает слизистые и может быть токсичной.
Клей может быть заметен на швах морской и наружной фанеры.
Для прочного сцепления требуется хороший контакт и давление, и это не очень хороший материал для заполнения зазоров.
Это дороже, чем клей формальдегида мочевины, что объясняет, использование не во всех видах фанеры.

Найдены дубликаты
Будете писать еще — пишите грамотно. Вообще интересно.
Как работает современный лущильный станок
Лущильный станок по производству берёзового шпона. Если будет интересно, в следующих постах могу рассказать про лущение и производство фанеры в целом)

Сердце фабрики сверхтяжелых элементов запустили в подмосковной Дубне
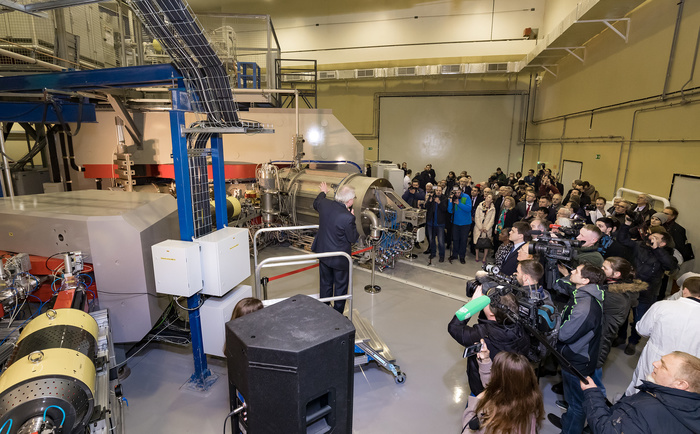
25 марта в Объединенном институте ядерных исследований в Дубне Московской области запустили главную установку первой в мире фабрики сверхтяжелых элементов — новый циклотрон ДЦ-280 (Дубненский циклотрон).
В его создании приняли участие большинство государств-членов ОИЯИ. Этот ускоритель специализированный — он рассчитан на работу с такими частицами, которые нужны для синтеза новых элементов. Его параметры уникальны: по интенсивности пучков ускоренных ионов они на порядок превышают параметры, достигнутые на действующих ускорителях ведущих центров мира. С помощью этой установки ученые планируют синтезировать новые элементы с атомными номерами 119 и 120.
Фабрика станет мировой базой для будущих исследований сверхтяжелых ядер и послужит закреплению приоритета России и всех стран-участниц ОИЯИ как лидеров в области синтеза и изучения свойств сверхтяжелых элементов.
На реализацию фабрики — нового проекта по синтезу и изучению новых элементов — ушло почти семь лет. Для этого с нуля был построен современный экспериментальный корпус. Уже завершен монтаж и наладка систем его ключевой установки — циклотрона ДЦ-280. В помещении созданы необходимые инженерные системы для обеспечения работ с высокорадиоактивными веществами, нового ускорительного комплекса ДЦ-280 и новых сепараторов. Один из них — газонаполненный сепаратор новой версии — уже смонтирован. Именно с помощью этой экспериментальной установки дубненские физики рассчитывают синтезировать новые сверхтяжелые элементы.
В конце прошлого года ученые осуществили пробный запуск ДЦ-280, в январе получили первый выведенный пучок. Сегодня состоялся торжественный запуск циклотрона. На церемонии отметили, что это результат совместной работы, огромная заслуга коллектива института, который в достаточно сжатые сроки смог получить такой серьезный результат.
«Это решение — это сплав науки, сплав инженерной мысли, технологий самых передовых на сегодняшний день. Это хорошая традиция — вводить в срок крупные научные установки, обеспечивать запуск серьезных масштабных научных экспериментов».
«Эта фабрика должна позволить синтезировать новые элементы с еще большей интенсивностью уже на базе тех технологий, которые были отработаны здесь. Он позволит нам развивать те преимущества, которые у нас есть. Это обеспечит лидерство российской науки и вхождение России в пятерку наиболее развитых научно-технологических держав мира».
Научный руководитель лаборатории ядерных реакций им. Г. Н. Флерова Юрий Оганесян провел презентацию проекта фабрики сверхтяжелых элементов. И присутствующие в зале смогли увидеть первый пучок, который был выведен на экран с ускорителя ДЦ-280. Команду запуска пучка дал директор ОИЯИ, академик Виктор Матвеев.
Первые эксперименты на ускорителе начнутся во втором квартале этого года. Их программа будет реализовываться в широком сотрудничестве с учеными из США, стран Евросоюза, Японии и Китая.
«По своим параметрам, по интенсивности пучка этот ускоритель превосходит все, что есть в других мировых центрах в этой области. И по меньшей мере в десять раз превосходит то, что мы имеем сегодня в нашей лаборатории. И это открывает совершенно новые возможности и в синтезе новых элементов, и в изучении их свойств», — отметил на церемонии открытия директор лаборатории ядерных реакций ОИЯИ Сергей Дмитриев.
Объединенный институт ядерных исследований (ОИЯИ) — международная межправительственная научно-исследовательская организация, созданная на основе cоглашения, подписанного 11 странами-учредителями 26 марта 1956 года.
Институт создан для объединения научного и материального потенциала государств-членов для изучения фундаментальных свойств материи. Членами ОИЯИ сегодня являются 18 государств: Азербайджан, Армения, Белоруссия, Болгария, Вьетнам, Грузия, Казахстан, КНДР, Куба, Молдова, Монголия, Польша, Россия, Румыния, Словакия, Узбекистан, Украина, Чехия. На правительственном уровне заключены cоглашения о сотрудничестве института с Венгрией, Германией, Египтом, Италией, Сербией и ЮАР.
Высший руководящий орган института — комитет полномочных представителей всех стран-участниц. Научную политику ОИЯИ вырабатывает международный ученый совет.
Основные направления исследований в ОИЯИ: физика элементарных частиц, ядерная физика и физика конденсированного состояния вещества. Важный аспект деятельности института — широкое международное научно-техническое сотрудничество. ОИЯИ поддерживает связи более чем с 800 научными центрами и университетами в 64 странах мира.
За последние 20 лет в ОИЯИ были открыты пять новых сверхтяжелых элементов, завершающих седьмой период таблицы Д. И. Менделеева, с номерами 114 (флеровий), 115 (московий), 116 (ливерморий), 117 (теннессин) и 118 (оганесон).
Признанием выдающегося вклада ОИЯИ в этой области стало решение IUPAC о присвоении 105-му элементу Периодической системы Д. И. Менделеева названия «дубний», 114-му элементу — названия «флеровий» в честь Лаборатории ядерных реакций ОИЯИ и ее основателя академика Г. Н. Флерова, 115-му элементу — «московий» в честь Московской области, места расположения Объединенного института, и названия «оганесон» для элемента 118 в честь академика Юрия Оганесяна за его основополагающий вклад в исследование трансактиноидных элементов.
Исследовательский нейтронный реактор ПИК выведен на мощность 100 киловатт

Исследовательский нейтронный реактор ПИК, который строится в Гатчине под Петербургом с середины 1970-х годов, прошел первую стадию энергетического пуска и был выведен на энергию 100 киловатт. Выхода на проектную мощность в 100 мегаватт можно ожидать в ближайшие два года.
В пресс-службе НИЦ «Курчатовский институт» N+1 сообщили, что «завершился первый этап энергетического пуска реактора ПИК. В плановом порядке идет подготовка к следующим этапам энергопуска».
Реактор ПИК, принадлежащий Петербургскому институту ядерной физики (сейчас входит в состав Курчатовского института) — старейший долгострой среди российских научных проектов, его начали строить в 1976 году. Мощный поток нейтронов, который он должен генерировать, позволяет с высокой точностью исследовать структуру вещества, в частности, биологические молекулы, изучать изотопный состав образцов.
Строительство возобновилось только в 2007 году, а в феврале 2011 года состоялся физический пуск на мощности порядка 100 ватт — на минимальном контролируемом уровне мощности. Тогда же реактор вошел в программу «Мегасайенс», которая предусматривает поддержку строительства в России крупных научных установок с международным участием.
По информации источника N+1, разрешение Ростехнадзора на энергетический пуск на мощности 100 киловатт было получено в декабре 2018 года, в январе 2019 года прошел сам пуск. В настоящее время ученые занимаются сбором и анализом информации о поведении реактора на этом уровне мощности, затем отчет будет направлен в Ростехнадзор, который, в свою очередь должен будет выдать разрешение на следующий этап энергетического пуска на мощности 1 мегаватт.
Ученые рассчитывают, что на мощность в один мегаватт реактор выйдет до конца 2019 года, а выхода на проектную мощность — 100 мегаватт — можно ожидать примерно через два года. Однако четких сроков для этой работы нет, поскольку каждый этап сопряжен с многочисленными проверками, калибровками и измерениями, кроме того, исследователи, чьи экспериментальные установки будут работать на реакторе, могут попросить «задержаться» на том или ином уровне мощности.
Физики разместили лазерный химический анализатор на микрочипе
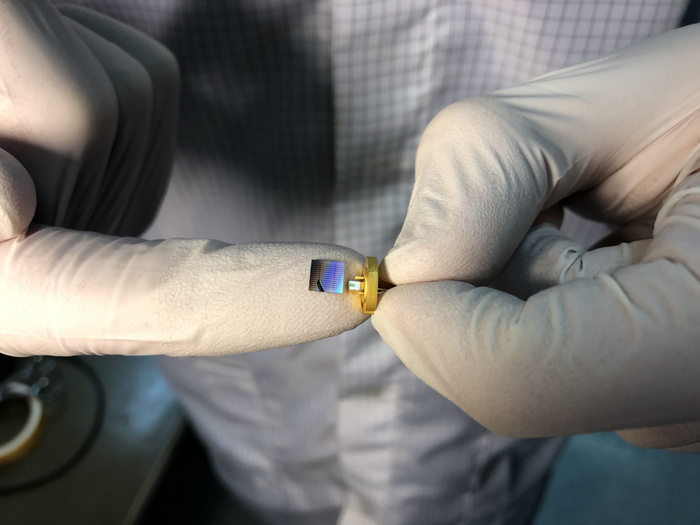
Ученые из Российского квантового центра, Политехнической школы Лозанны (EPFL), МГУ и МФТИ разработали технологический процесс производства компактных лазерных химических анализаторов на базе оптических частотных гребенок, совместимый со стандартными технологическими процессами, которые используются для производства «обычной» электроники. Детали разработки описаны в статье, опубликованной в журнале Nature Communications.
Оптические частотные гребенки, за создание которых в 2005 году была присуждена Нобелевская премия по физике, используются как основа для устройств, способных генерировать последовательность фемтосекундных импульсов света. Их излучение имеет спектр в виде «гребенки», то есть множества узких спектральных линий, разделенных равными частотными промежутками. Такие лазерные «линейки» можно использовать для телекоммуникации, в спутниковой навигации, в астрофизике. В частности, с их помощью можно проводить очень точные и быстрые спектроскопические измерения и, следовательно, определять химический состав веществ. Но широкое применение устройств на основе оптических гребенок ограничено из-за их сложности, большого размера и высокой стоимости.
Проще всего генерировать такие гребенки можно с помощью микрорезонаторов, «колец» или дисков из оптических материалов, где излучение лазера накачки из-за нелинейности материала превращается в частотную гребенку. Ранее группа под руководством ныне покойного профессора МГУ Михаила Городецкого, основавшего лабораторию когерентной микрооптики и радиофотоники в РКЦ, разработала метод генерации частотных гребенок в микрорезонаторах с помощью дешевых и компактных лазерных диодов вместо дорогих монохроматических лазерных систем. Эта работа, опубликованная в Nature Photonics в 2018 году, открыла дорогу к созданию дешевых и компактных лазерных спектрометров.
Теперь эта же группа продемонстрировала новый способ генерации гребенок с использованием исключительно интегральных элементов. Это означает, что для создания оптической схемы необязательно использовать отдельные оптические элементы, такие как линзы, призмы и зеркала, как это делалось в оптике обычно и что крайне неудобно, когда вам нужно организовать массовое производство миниатюрных оптических устройств. Современные литографические технологии позволяют создавать специальные волноводы для лучей света. Излучение лазеров может генерироваться в таких волноводах, делиться на разные каналы, проходить через специальные фильтры и так далее. Фактически маленький диод в лазерной указке и есть кусочек такого волновода. Важно, что такие волноводы могут быть изготовлены с помощью стандартной КМОП-технологии (комплементарный металл-оксид-полупроводник), используемой в промышленных масштабах для производства электронных микросхем.
В созданном авторами статьи устройстве впервые в мире для накачки оптического микрорезонатора из нитрида кремния использовался недорогой лазерный диод. Микрорезонатор с диаметром намного меньше миллиметра имеет крайне низкий уровень потерь за счет особого метода послойного напыления — «Damascene process», сходного с методом производства дамасской стали.
«Часть излучения, циркулировавшая внутри микрорезонатора, попадала обратно в лазерный диод, что обеспечивало быструю оптическую обратную связь. Благодаря этому процессу, который в радиофизике называют „затягиванием“, система работала как мощный стабилизированный лазер, а в микрорезонаторе генерировалась оптическая гребенка с высокой степенью когерентности и частотой 88 гигагерц», — объясняет соавтор исследования Софья Агафонова из МФТИ.
«Простую и дешевую оптическую гребенку, которая встраивается в оптические интегральные схемы, можно использовать во многих фотонных системах нового поколения, например, в лидарах, для спектроскопии и высокоскоростной передачи данных», — замечает профессор МГУ Игорь Биленко, руководитель лаборатории РКЦ, в которой велась работа.
«Вся система может уместиться в объеме менее кубического сантиметра и, что самое важное, требует источник тока мощностью лишь 1 ватт — то есть обычную батарейку. Совместимость со стандартными технологиями производства электроники, простота оптической схемы и низкая стоимость делают эту систему крайне привлекательной для массового производства», — говорит один из ведущих авторов исследования Андрей Волошин.
В дальнейшем ученые планируют разработать компактный спектрометр, многочастотный источник узкополосного лазерного излучения. Для этого необходимо развить технологию производства фотонных интегральных устройств.
Исследования были выполнены при финансовой поддержке Российского научного фонда.
Фенолформальдегидная смола
 Фенолформальдегидная смола является смолой синтетического происхождения и используется для изготовления древесно-стружечных плит. Фенолформальдегидная смола обеспечивает высокую стойкость и прочность клеевых соединений при воздействии горячей и теплой воды, поэтому ее относят к смолам повышенной водостойкости.
Фенолформальдегидная смола является смолой синтетического происхождения и используется для изготовления древесно-стружечных плит. Фенолформальдегидная смола обеспечивает высокую стойкость и прочность клеевых соединений при воздействии горячей и теплой воды, поэтому ее относят к смолам повышенной водостойкости.
Фенолформальдегидные смолы получают поликонденсацией фенолов и формальдегидов. Формальдегид-газ, который растворяется в воде. Его применяют в виде водного 40%-ного раствора, известного под названием формалин. Фенол-белое кристалическое вещество с характерным запахом,выделяется из каменоугольной или сланцевой смолы.
Его синтетически получают из пропилена и бензола. Фенолформальдегидные смолы могут быть получены в виде резольных и новолачных.
Резольные (термореактивные , бакелитовые) смолы получают поликонденсацией с избытком формальдегида в щелочной среде. Первоначальная смола плавится и растворяется в спирте и ацетоне (стадия А, резол).
Новолачные (термопластичные) смолы получают поликонденсацией при избытке фенола в кислой среде. Новолачная смола растворяется в спирте и ацетоне. При введении в состав новолачной смолы дополнительного количества формальдегида в виде гексаметилентетрамина эту смолу можно перевести в резольную.
При горячем прессовании новолачная смола переходит сначала в резол а затем в резит и отпрессованное изделие становится прочным, неплавким и нерастворимым. Свойства резольных фенолформальдегидных смол приведены в таблицу-1.
Таблица-1.Свойства резольных фенолформальдегидных смол
На основе фенолформальдегидных смол получают литые резиты, пресспорошки, прессовочные массы с волокнистым наполнителем, слоистые материалы, лаки и клеи. Спиртовые растворы резольной смолы называются бакелитовыми лаками.
Эти лаки применяются в качестве клея. С целью увеличения адгезии резольных смол к металлу, стеклу,древесине и другим материалам к фенольным смолам добавляют бутиральную (бутварную) синтетическую смолу. Таким путем получают клеи БФ-2,БФ-4 и БФ-6.
Наибольшее применение фенолформальдегидная смола получила при изготовлении и склеивании ДСП, древесно-стружечных плит (ДСтП).
Такая смола отверждается довольно быстро и имеет довольно высокую прочность при склеивании, а также светлую окраску. Древесно-стружечные- плиты (ДСтП) изготовленные на основе фенолформальдегидных смол, противостоят хорошо влажностным изменениям и температурным изменениям окружающей среды. При склеивании древесно-стружечных плит используют малотоксичную смолу марки СФЖ-3014 , которая соответствует принятому стандарту (ГОСТ 20907-75*).
Физико-химические свойства фенолформальдегидной смолы СФЖ-3014
1.Содержание нелетучих веществ (сухой остаток),%- 46-52.
2.Вязкость по ВЗ-4, с 17-90,
3.Содержание щелочи,%- 6.5 — 7.5,
4.Содержание фенола свободного, % не более 0.1о,
5.Содержание формальдегида свободного, % не более 0.15
6.После кипячения в течение одного часа в воде,предел прочности слоя фанеры при скалывании составляет -МПА, не менее 1.5.
Модификация фенолформальдегидной смолы
Фенолформальдегидная смола по внешнему виду является прозрачной и однородной жидкостью, от темно-вишневого цвета до красно-коричневого, в пределах партии одного цвета, без механических примесей. Однако при температуре 100… 105 градусов, степень отверждения смолы марки СФЖ-3014 является недостаточной.
При этом имеет высокую щелочность, связанную с условиями синтеза смолы пониженной вязкости. Поэтому для изготовления плит повышенной водо- и атмосферостойкости, пригодных для использования в элементах стандартного малоэтажного домостроения, необходимо повысить технологические свойства смолы .
Путем модификации смолы марки СФЖ-3014 с помощью сернокислого алюминия, достигается углубление и ускорение процесса отверждения, повышается водостойкость.
Введением небольшого количества раствора Al2(SO4)3- (1… 2 % от массы абсолютно сухой смолы), достигается ускорение и углубление реакции отверждения смолы.Так, при температуре в 105 градусов продолжительность желатинизации сокращается на 20 %, а при 160 градусов — на 28%. Содержание свободного формальдегида в смоле с сернокислым алюминием в два раза меньше, чем в исходной смоле, то есть в присутствии ионов Al 3+ процесс желатинизации идет более глубоко.
При повышении температуры до 160 градусов содержание метинольных групп и свободного формальдегида уменьшается резко, то есть наблюдается полное отверждение. Изготовленные на основе фенолформальдегидной смолы марки СФЖ-3014, модифицированной сернокислым алюминием, древесно-стружечные плиты имеют пониженное водопоглощение и разбухание, повышенную механическую прочность и атмосферостойкость.
***** РЕКОМЕНДУЕМ выполнить перепост статьи в соцсетях!
Фенол-формальдегидные смолы
Предисловие
Фенол-формальдегидная смола производится промышленностью с 1912 г. под названием бакелит. Как и ко многим другим новинкам, к бакелиту вначале относились скептически, и ему было трудно конкурировать на рынке с давно известными материалами.
Положение быстро изменилось, когда обнаружили его ценные свойства — бакелит оказался отличным электроизоляционным материалом, обладающим в то же время высокой прочностью. Сегодня у себя дома мы уже едва ли увидим штепсельные розетки, вилки и электрические выключатели из фарфора. Их вытеснили изделия из реактопластов. Бакелит и родственные ему пластмассы заняли также почетное место в машиностроении, автомобилестроении и других отраслях промышленности.
Введение
Синтез высокомолекулярных соединений представляет собой процесс соединения многих молекул индивидуальных химических веществ (мономеров) нормальными химическими связями в единую макромолекулу полимера.
Реакция образования полимера, протекающая без выделения других химических соединений называется реакцией полимеризации. Превращение мономеров в полимеры, сопровождающейся выделением побочных продуктов носит название поликонденсации.
Высокомолекулярные органические соединения, на основе которых изготавливают большинство пластмасс, также называют смолами.
К группе поликонденсационных смол относят полиэфирные, получаемые путем конденсации многоосновных кислот с многоатомными спиртами, фенолформальдегидные и другие.
На основе феноло-формальдегидных смол изготовляют пластические массы, называемые фенопластами.
Все пластические массы по составу делят на простые и сложные. Простые пластмассы состоят в основном из связующего, иногда с добавлением небольшого количества вспомогательных веществ (краситель, смазка и др.).В состав большинства пластмасс кроме связующего, входят и др.).Такие пластмассы носят название название сложных и композиционных.
Прессматериалы называют композиции на основе высокополимерных продуктов (искусственных смол, эфиров целлюлозы, битумов) из которых различными методами формирования (прямое прессование, литье) изготавливают разнообразные изделия.
Прессматериалы, содержащие смолы, которые отверждаются в процессе прессования изделий, называют термореактивными.
В результате отверждения связующего вещества изделие приобретает механическую прочность уже в прессформе при температуре прессования и теряет способность размягчаться при повторном нагревании: смола в отвержденом изделии неспособна плавится и растворятся. Такой процесс отверждения необратим.
К термореактивным относятся прессматериалы типа фенопластов, аминопластов содержащие главным образом поликонденсационные смолы.
Прессматериалы, называемые термопластичными или термопластами, содержат, связующие вещества не отверждающиеся в процессе прессования или литья изделий. В этом случае изделия приобретают механическую прочность только после некоторого охлаждения в прессформе.
Для изготовления фенопластов в качестве связующего применяют феноло-формальдегидные смолы, а также смолы, получаемые при частичной замене фенола другими веществами (анилин и др.) и частичной или полной замене формальдегида другими альдегидами (фурфурол и др).
В зависимости от соотношения между фенолом и формальдегидом примененного катализатора (кислый, щелочной) и условий реакций смолообразования получаются смолы двух типов — новолачные и резольные.
Новолачные смолы сохраняют способность плавится и растворятся после многократного нагревания до температуры, принятой при прессовании изделий из фенопластов.
Резольные смолы при повышенной температуре, а при длительном хранении даже при обычной температуре переходят в неплавкое и нерастворимом состояние.
Быстрое отверждение новолачных смол происходит только в в присутствии специальных отверждающих средств главным образом уротропина (гексаметилентетрамин). Для отверждения резольных смол не требуется добавления отверждающих средств.
В процессе отверждения резольных смол различают три стадии. В стадии А (резол) смола сохраняет способность плавиться и растворяться. В стадии В (резитол) смола уже практически не плавится, но еще способна набухать в соответствующих растворителях. В стадии С резит (смола) неплавка и даже не набухает в растворителях.
Рецептуры прессматериалов и химизм процесса
Теоретические представления о механизме взаимодействия фенола с формальдегидом в присутствии катализаторов, о строении фенолоформальдегидных смол в процессах их отверждения недостаточно разработаны.
Основными компонентами общими для различных прессматериалов являются: смола, волокнистый наполнитель, отвердитель или ускоритель отверждении смолы, смазка, краситель и различные специальные добавки.
Смола является основой прессматерила, т.е. связующим веществом, которое при соответствующей температуре и давлении пропитывает и соединяет частицы остальных компонентов с образованием однородной массы.
Свойствами смолы определяются основные свойства прессматериала. Например, на основе феноло-формальдегидной смолы полученной в присутствии катализатора едкого натра, невозможно получить прессматериал, который после прессования обладал бы высокой водостойкостью или высокими электроизоляционными свойствами.
Поэтому для предания прессматериалу определенных специфических свойств прежде, всего нужно правильно выбрать смолу (исходные вещества, катализатор, режим смолообразования).
При этом полимер становится твердым, нерастворимым и неплавким. Этот продукт конечной стадии поликонденсации называют резитом.
При промышленной переработке смолу на стадии образования резола выливают в формы и в них отверждают. Отверждение нередко занимает несколько дней. Это необходимо для того, чтобы образующаяся при реакции вода испарялась медленно. Иначе смола получится непрозрачной и пузырчатой. Чтобы ускорить отверждение, можно довести поликонденсацию до образования резита, затем полученную смолу размолоть, поместить в формы под давлением 200-250 ат и подвергнуть отверждению при 160-170 50 0С.
Если мы будем проводить эту реакцию при рН выше 7,т.е.в щелочной среде, то она сильно замедлится на образовании резола.
Новолачные смолы
В производстве главным образом применяются феноло-формальдегидные смолы обоих типов : новолачные и резольные.
При изготовлении феноло-формальдегидных смол применяют синтетический фенол, а также фенолы, получаемые из каменноугольной смолы(фенольная и феноло-крезольная фракции, трикрезол, ксиленолы). Помимо перечисленных фенолов применяют их смеси, а также смеси фенола с анилином (феноло-анилино-формальдегидная смола). Формальдегид иногда частично или полностью заменяют фурфуролом.
Для получения новолачных смол конденсацию, как правило, проводят в присутствии кислотных катализаторов при избытке фенола.
Технологический процесс получения твердой новолачной смолы, состоит из стадий конденсации и сушки проводимых, как правило, в одном аппарате.
В смесь фенола с формальдегидом вводят такое количество кислого катализатора, чтобы величина рН реакционной смеси составляла 1,6-2,3.Смесь при постоянном перемешивании нагревают до кипения в течении 40-60 минут при атмосферном давлении (реже в вакууме) с включенным обратным холодильником. Через 20 минут после начала кипения в аппарат вводят дополнительную порцию катализатора (0,056 вес. Част. кислоты на 100 вес. частей фенола). Кипячение смеси при 95-98 0С продолжают еще 1-1,5 часа. По достижению удельного веса смеси, близкого к 1,2 г/см 53 0, конденсацию смолы считают в основном законченной, включают прямой холодильник и начинают сушку, при остаточном давлении не выше 300 мм.рт.ст., обогревая аппарат паром 5-8 ат. Сушку продолжают до достижения температуры каплепадения смолы 95-105 0С. После этого смолу сливают из аппарата и охлаждают.
В новолачные смолы часто добавляют смазывающие вещества (олеиновая кислота) и красители.
Феноло-формальдегидная новолачная смола в твердом состоянии имеет цвет от светло- до темно коричневого, удельный вес ее около 1,2 г/см 53 0.Такая смола способна многократно плавится и вновь затвердевать, хорошо растворяется в спирте и многих растворителях. Переход смолы из нерасплавленного состояния при 150-200 5 0 0С в неплавкое и нерастворимое состояние в отсутствии отвердителя происходит очень медленно.
Температура плавления, вязкость и скорость отверждения новолачных смол изменяется с течением времени очень медленно. Поэтому такие смолы можно хранить в течении нескольких месяцев при любой температуре.
Резольные смолы
В отличие от новолачных смол разные марки резольных смол обладают несходными свойствами и имеют различное назначение. Часто одну марку резольной смолы не удается полноценно заменить другой.
Для получения резольных смол применяется такое же сырье, как и для новолачных (фенолы, смеси фенола с анилином, формальдегид). Катализатором служит щелочи и основания, едкий натр, гидрокись бария, аммиак, окись магния.
В производстве резольные смолы применяются в твердом и жидком состоянии. Резольная смола в жидком состоянии представляет собой смесь смолы с водой. Такие смеси, содержащие до 35 % воды, называются эмульсионными смолами. Частично обезвоженные эмульсионные смолы (с влажностью не больше 20 %) называют жидкими смолами.
Вязкость эмульсионных смол колеблется в пределах 500-1800 сантипуаз, жидких смол — в пределах 500-1200 сантипуаз.
Твердые резольные смолы по внешнему виду мало отличаются от твердых новолачных смол. Технологический процесс получения твердых резольных смол во многом аналогичен получению новолачных смол. Конденсацию и сушку проводят в одном аппарате. Конденсация, как правило, происходит при температуре кипения реакционной смеси, в течении определенного времени, установленного для каждой марки смолы, сушку проводят при остаточном давлении не выше 200 мм.рт.ст. Процесс сушки контролируют, определяя скорость отверждения смолы на плитке.
Готовую смолу сливают из аппарата возможно быстрее и охлаждают в тонком слое во избежание ее отверждения.
Важнейшим показателем качества эмульсионных и жидких резольных смол является вязкость, которая резко уменьшается с ростом температуры.
Хранение резольных смол допускается лишь в течении короткого времени (2-3 дня после изготовления),так как при хранении сравнительно быстро возрастает вязкость эмульсионных и жидких смол, а также температура каплепадения и скорость отверждения твердых смол.
Важным показателем является хрупкость твердых резольных смол. Смолы температура каплепадения и скорость отверждения которых соответствует техническим условиям, иногда обладают недостаточной хрупкостью. Тогда они плохо поддаются измельчению, а в измельченном состоянии быстро слеживаются.
Резольные смолы измельчают на таком оборудовании, что и новолачные смолы. Так как измельченная резольная смола даже при хорошей хрупкости быстро слеживается, хранить ее в таком состоянии не следует.
Наиболее удобной тарой для внутризаводского транспортирования твердых резольных смол при раздельном расположении производства смолы являются мешки из толстой, пыленепроницаемой ткани (бельтинг), а для эмульсионных смол — стандартные металлические бочки.
Способы производства фенопластов и переработки их в изделие
Наполнителем для прессопорошков, типа фенопластов чаще всего служит древесная мука, значительно реже мелковолокнистый асбест. Из минеральных порошкообразных наполнителей применяют плавиковый шпат, пылевидный кварц.
Прессматериалы типа фенопластов изготавливают «сухими» и «мокрыми» методами. При «сухих» методах смола применяется в сухом виде, а при «мокрых» в виде спиртового лака (лаковый способ) или водной эмульсии (эмульсионный способ).
Переработка фенопластов в изделие производится различными способами. Самым старым и самым распространенным промышленным способом является прямое прессование (называемое также горячим или компрессионным прессованием) применим ко всем видам описываемых прессматериалов.
Способ литьевого прессования, нызываемого также трансферным или шприцгуссом, применяют только, для переработки пресспорошков, когда изделие должно включать сложную арматуру.
Способ непрерывного выдавливания применяется для изготовления различных профильных изделий из пресспорошков (трубки, стержни, уголки).
Свойства Фаолита
Фаолитом называется кислотостойкая, пластическая масса, получаемая на основе феноло-формальдегидной резольной смолы и кислотостойкого наполнителя асбеста, графита и кварцевого песка.
Термореактивная фенола-формальдегидная смола способна под влиянием нагревания переходить в твердое, неплавкое и нерастворимое состояние. В соответствие с этим и фаолитовая масса, в которой частички наполнителя связаны между собой вязкой растворимой смолой, при термообработке отверждается, становится неплавкой и нерастворимой.
Фаолит — один из ценнейших конструктивных материалов. Он зарекомендовал себя при эксплуатации в различных агрессивных средах в широком интервале температур. По коррозионной стойкости фаолит превосходит свинец.
Большое количество фаолита выпускается в виде полуфабриката неотвержденных листов из которых заводы-потребители изготавливают различные изделия и арматуру.
Фаолит нашел широкое применение во многих отраслях промышленности как конструктивный материал. В ряде случаев он заменяет цветные металлы, особенно свинец. Легкость фаолита (р=1.5-1.7 г/см 53 0),химическая стойкость к кислым агрессивным средам позволяет из него изготавливать стойкую аппаратуру весом в несколько раз меньше металлической.
Фаолит модно применять при более высокой температуре, чем многие другие кислотостойкие пластические массы.
Основное сырье для Фаолита и приготовление резольной смолы
Для производства фаолита применяют резольную смолу, которая представляет продукт конденсации фенола с формальдегидом в присутствии катализатора — аммиачной воды. Резольная смола в при нагревании способна переходить в неплавкое и нерастворимое состояние.
Фенол в чистом виде — кристаллическое вещество со специфическим запахом. Температура кипения 182 0С и плотность при 15 0С составляет 1,066 г/см3.
Фенол хорошо растворяется в 30-40 % -ном водном растворе формальдегида (формалин), спирте, эфире, глицерине, бензоле.
Варка и сушка резольной смолы
Варка и сушка резольной смолы производится в варочно-сушильном аппарате. Аппарат снабжен мешалкой на 40-50 об/мин.В крышку аппарата вмонтированы смотровые стекла, штуцеры для измерения температуры, давления. Рабочее давление до 2 атмосфер.
Во время варки смолы протекает реакция конденсации — взаимодействие фенола с формальдегидом в присутствии катализатора аммиака. При этом образуется смола и водяной слой. При сушке в основном происходит удаление воды и компонентов не вступивших в реакцию. Процесс сушки в значительной степени определяет качество готовой смолы.
Сырье в котел загружается в таких количествах: фенол (100%-ный) — 100 вес.ч., формалин (37%-ный)-103,5 вес.ч., аммиачная вода (в пересчете на 100% — ный аммиак) — 0,5 вес.частей.
Переработка сухого фаолита в изделие может осуществлятся способом формирования, прессования. Вследствие того, что механическая обработка фаолита является трудоемкой работой, необходимо стремится к тому, чтобы изготовляемой фаолитовой детали придать определенную форму в неотвержденном состоянии.
Из сырого фаолита изготавливают :трубы, царги, цилиндрические сосуды, мешалки.
Из отвержденого фаолита изготавливают угольники, тройники, ванны.
Трубы и изделия из текстофаолита
Выпускаемый в настоящее время фаолит в ряде случаев не может быть использован ввиду не достаточной механической прочности. Армирование или текстолизация фаолита тканью дает возможность получить материал со значительно улучшенными механическими свойствами.
Фаолитовые трубы получают обычным способом. Неотвержденное фаолитовое изделие плотно обматывают полосками ткани, смазанные бакелитовым лаком. Если не требуется повторного наложения фаолита, то в таком виде и производят отверждение текстофаолита.
Таким образом получают трубы и царги различных диаметров из которых впоследствии монтируют аппараты или выхлопные трубы.
Прочее
Для лакировки деревянных изделий применяют самоотверждающиеся лаки, которые также изготавливают из феноло-формальдегидных смол.
Резольными фенолоформальдегидными смолами можно также склеить дерево с деревом или с металлом. Сцепление получается очень прочным, и этот способ склеивания в настоящее время находит все более широкое применение, особенно в авиационной промышленности.
В промышленности склеивание смолами на основе фенола применяется при изготовлении клееной фанеры и древесноволокнистых пластиков. Кроме того, такие смолы успешно используются для изготовления щеток и кистей, а в электротехнике ими отлично склеивают стекло с металлом в лампах накаливания, люминесцентных лампах и радиолампах.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий