Регуляторы и их назначение
Для успешной калибровки любого устройства, следует знать, какие элементы его конструкции отвечают за изменение рабочих показателей. От четкого понимания назначения и принципа действия данных элементов, напрямую зависит эффективность настройки конфигурации инструмента. К счастью, регулировка краскопульта, не представляет большой сложности и сводиться к вращению 2х-3х вентилей (в зависимости от модели), о которых мы расскажем далее.

Регулятор размера факела
Винтовой элемент, изменяющий положение стержня с конусообразным наконечником, напоминающий толстое шило. Регулирует напор воздуха идущий в голову инструмента, путем приближения или отдаления стержня от пропускного отверстия. Чем дальше от сопла располагается наконечник, тем более сильный напор воздуха попадает в голову, создавая факел больших размеров. Приближение стержня, наоборот, ограничивает поток, уменьшая его влияние на формирование факела. Максимальный размер факела, представляет собой вытянутый овал, а минимальный, превращает его в точку.


Подача материала
Перетекание краски из бачка в сопло перекрывает специальная игла, чей конусообразный наконечник, плотно прилегает к внутренним стенкам сопла. При полном нажатии на курок, игла слегка отодвигается, позволяя материалу попасть на голову краскопульта и разбиться на миллионы мельчайших капелек под напором воздушного потока. Винт подачи материала регулирует расстояние, на которое будет отодвигаться игла. Минимальная подача краски, означает, что зазор между конусом и стенками сопла очень мал и не способен пропустить большое количество смеси. Максимальное значение регулировки, наоборот, говорит о том, что игла отодвигается на большое расстояние, полностью открывая выход на воздушную голову.

Подача воздуха
Основополагающая настройка оптимального значения входного давления, необходимого для правильной работы инструмента. Не смотря на всю важность, не все модели оснащаются встроенным винтом, вынуждая владельцев прибегать к использованию сторонних редукторов (манометров с регуляторами). Благо, все больше современных краскопультов, имеют возможность изменения подачи воздуха, без необходимости подключения сторонних устройств. В отличии от настроек факела или подачи материала, которые можно регулировать исходя из своих потребностей, объем подаваемого воздуха должен иметь единое значение, указанное производителем в технической документации. Уменьшение или превышение оптимального порога, исказит форму факела, сделав его непригодным для профессиональной работы.


Настройка давления на входе
Уровень давления воздушного потока оказывает непосредственное влияние на форму факела, где его превышение деформирует пятно в гантель-образную восьмерку, а недобор гарантирует скопление краски в центре, но с уменьшенной на 60% площадью покрытия. От значения данного параметра, зависит качество и равномерность распыления материала инструментом. Многие новички, не понимая, как настроить краскопульт, начинают покраску сразу после подключения к компрессору, чем нередко доставляют себе серьезные неудобства. Существует несколько способов установки оптимальной подачи воздуха, применяемых к разным жизненным ситуациям.


Точное значение давления, требуемого Вашему инструменту для правильной работы, можно найти в технической документации. Число с приставкой «bar» или «атм», часто указывают на упаковках инструмента, а иногда, даже на корпусе пистолета.
Настройка с манометром
Самый точный и рекомендуемый способ настройки входного давления краскопульта. Требует наличия цифрового или стрелочного манометра, подключенного между шлангом и рукояткой пистолета. Некоторые современные модели оснащены встроенным электронным манометром и подключения дополнительного оборудования не требуют. Для большинства же инструментов, особенно бюджетного класса, данным измерительным прибором обзавестись стоит. Выполнить настройку подаваемого воздуха, можно достаточно просто, следуя простым шагам представленной ниже инструкции.


Настройка без манометра на краскопульте
Менее точный, но просчитываемый способ установки оптимального входного давления для работы устройства. Если среди пульверизаторов, всего 15% моделей комплектуют встроенным или съемным манометром, то наличие этого важного элемента у компрессора обязательно в 100% случаев. Именно исходя из показателей выходного давления ресивера компрессора, можно определить, сколько атмосфер будет на выходе из воздушного шланга (или входе в краскопульт).

Вычисления снижения давления основывается на простейшей формуле “давление на манометре компрессора, минус теряемое в шланге и фильтре, равно входное давление для краскопульта”. К примеру: напор воздуха на выходе из компрессора составляет 3 атмосферы и проходит через 15-ти-метровый воздушный шланг, диаметром в 9 мм и водоотделитель. Как можно увидеть в приведенной ниже таблице, шланг таких размеров, снизит давление на 0.6 атмосферы, а водоотделитель на 0.3. Вычитаем эти данные из первоначального давления (3 атм) и определяем объем воздуха, получаемого краскопультом (1.9 атм).


Чистые воздушные фильтры, снижают в среднем 0.3 – 0.5 атм. В забитых давление падает гораздо сильнее.
Этапы процесса настройки:
- Устанавливаем на максимум размер факела, и открываем на полную подачу воздуха (если предусмотрена на устройстве).
- Выполняем расчет примерного снижения давления, исходя из имеющихся элементов. 15 м воздушного шланга (9 мм) и чистого фильтра. Давление упадет порядка 1 атм и (к примеру) для подключения краскопульта SATA JET 4000 B RP (2.0-2.2), потребуется подкрутить вентиль компрессора до значения 3.0 – 3.2 атмосферы.
- Если полученное ориентировочное давление будет искажать форму факела, его можно слегка снизить или повысить, проведя несколько тестовых распылов.
Если требуемое давление неизвестно

Размер факела и подача материала

Регулировка подачи материала, изменяет количество краски, которое будет поступать на воздушную голову при нажатии курка. Увеличение или уменьшение параметра, повлияет лишь на насыщенность факела и толщину нанесенного слоя. Позволяет сэкономить ЛМК в ситуациях, когда достаточно тонкого распыления. Оптимальное соотношение подачи краски к размеру факела, достигается установкой обеих этих настроек на максимум.
В 95% случаев, владельцы краскопультов устанавливают подачу материала на максимум. Это обусловлено повышенной эффективностью работы, и уменьшением износа сопла и иглы.
Размер факела влияет не только на площадь распыления, но и на качество слоя, а также общую эффективность работы. В основном, данный параметр выставляют на максимум, что позволяет быстро покрывать большие области, делая при этом меньше проходов. В связи с уменьшением проходов, уменьшается количество нахлёстов краски и повышается общая однородность слоя. Уменьшать размер факела, рекомендуется при локальной покраске, когда обрабатываемая поверхность имеет небольшие размеры и не позволяет распылять ЛКМ по большой площади.


Регулируя размер факела, подгоняйте под него и подачу краски. В противном случае, при нанесении, могут образовываться серьезные подтеки из-за избытка материала.
Выбор сопла
Настройка оптимальной работы краскопульта не основывается на одних только регуляторах. Немаловажной частью данного процесса, является выбор правильного сопла, способного пропускать через себя материалы определенной вязкости. Чем больше диаметр центрального отверстия сопла, тем более густую смесь через него можно подавать. Если Вы хотите разобраться, как настроить пулевизатор для покраски высокого качества, уделять внимание данной детали определенно стоит.

Определить, какой размер дюзы необходим для распыления лакокрасочного материала, можно из информации, указанной на его емкости. Практически каждый, более-менее крупный производитель ЛКМ, указывает требуемый диаметр сопла в миллиметрах с десятыми долями (1.4, 1.5, 2.0, 3.0 и т.д.). Среди самых распространенных типов покрытия, распыляемого краскопультом, можно выделить:
- «Металлик» и другие базовые эмали – 1.4 мм
- Грунты -1.4 мм
- Бесцветные лаки – 1.5 мм
- Эпоксидные грунты – 1.8 мм
- Жидкие шпаклевки – 2.5 мм
Размеры отверстия дюзы, влияют на объем распыления и толщину получаемого слоя. Если диаметр отверстия меньше требуемого, ЛКМ будет поступать с трудом и скорость покраски значительно упадет. Когда сопло, наоборот, превышает требуемые размеры, краска подается в обильных количествах, образуя подтеки или заставляя ускорять темп работы (в таких ситуациях можно выйти из положения, подкрутив подачу материала).
Тестовое распыление
Отрегулировав свой краскопульт и подобрав оптимальное сопло, не спешите приступать к покраске требуемого объекта. Чтобы удостовериться в правильности настройки, проведите несколько тестовых распылов на бумаге, картоне или другой вертикальной поверхности, которую не жалко замарать. Провести данную процедуру необходимо, для оценки формы факела, равномерности нанесения и распределения материала по его площади. Наиболее важным тестом, считается проверка формы, и его мы рассмотрим первым.
Форма отпечатка факела краскопульта, в идеале, представляет собой вытянутый овал со слегка размытыми краями. Ширина может варьироваться в пределах 200-400 мм. Перенос краски должен быть равномерный по всей площади распыления и образовывать ровный отпечаток, без впадин и скосов.

При распылении, краскопульт требуется держать на определенном расстоянии: 10-15 см для HVLP, чуть дальше (15-20 см) для LVLP, и максимально далеко (20-25 см) для конвенциональных распылителей (HP). Открывать подачу краски, требуется не более чем на секунду.
Если факел Вашего краскопульта имеет вышеприведенные искажения, следует знать, что они вызваны неотрегулированным напором воздуха, забитостью или браком сопла. Гантелеобразная форма восьмерки говорит о повышенной подаче воздуха, исправляется понижением входного давления. Слишком большое скопление краски в центре, снижается путем подкручивания соответствующего регулировочного винта. При засорении или браке одного из отверстий воздушной головы, пятно факела принимает форму банана, устраняемого чисткой или заменой элемента.
Распределение краски по площади распыленного пятна влияет на равномерность слоя и проверяется достаточно просто. Для этого, поворачиваем воздушную голову на 90° (для горизонтального распыления), и нажимаем спусковой курок на 2-3 секунды, пока не пойдут подтеки. Если капли располагаются равномерно и имеют одинаковую длину, значит разброс молекул краски исправен и не требует дополнительной калибровки. Если подтеки преобладают в центре или с боков, следует отрегулировать подачу воздуха или материала.


Качество распыления представляет собой некий субъективный показатель эффективности пневматического краскопульта и определяется исходя из размера капель, перенесенных на объект. Величина частиц смеси может изменяться, увеличиваясь от низа к верху. Повышение входного давления, усиливает рассеивание краски и уменьшает величину слоя, делая его шероховатым и «сухим». Чтобы слой краскопульта не вызывал нареканий, используйте оптимальное рабочее давление.
Самостоятельная настройка краскопульта для покраски автомобиля. Давление воздуха, уровень подачи краски, диаметр сопла и правильная форма факела.
Наиболее часто используемым инструментом автомаляра является краскопульт. Им наносят грунтовку, краску и лак. От выбора типа этого инструмента и правильной настройки краскопульта зависит и качество финишного покрытия кузова автомобиля. В этой статье мы постараемся разобраться с технологией калибровочных работ и научимся проводить тестовые замеры перед нанесением ЛКП на кузов авто.
Принцип работы покрасочного пистолета
Практически все модели краскораспылителей, которые применяются для покраски отдельных деталей машины или же кузова целиком в своей основе используют принцип пневматического распыления. Проще говоря, краска или лак подается по специальному каналу в краскопульте и под воздействием потока сжатого воздуха разбивается на мелкие частицы, далее материал выходит из сопла инструмента на большой скорости.

Таким образом, на выходе с воздушной головки образуется покрасочный факел из мелких частиц лакокрасочного материала, которые быстро движутся к обрабатываемой поверхности. Попадая на поверхность детали, эти частицы оседают на ней, создавая равномерный слой краски или лака.
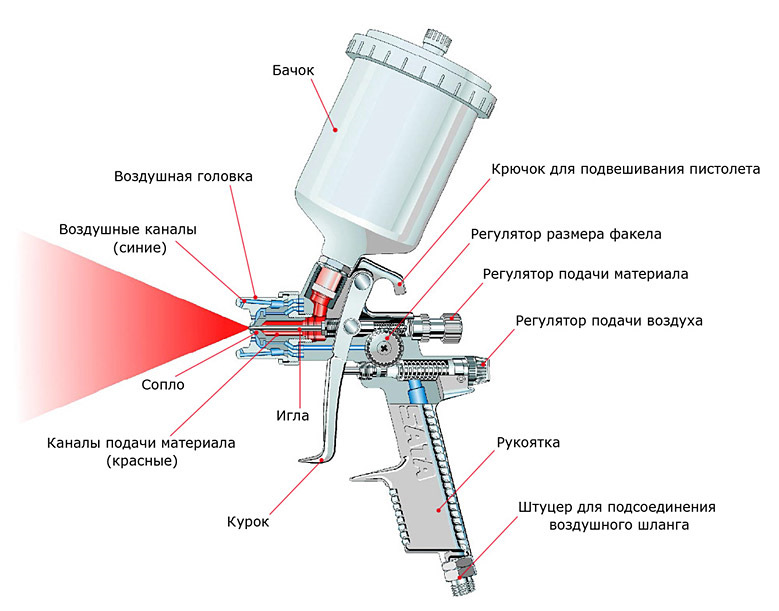
Схема и основные узлы конструкции краскопульта
Чтобы произвести грамотную настройку краскопульта, вам нужно знать из каких деталей и узлов состоит этот инструмент и что за что отвечает при его работе.
Из основных составных частей можно выделить:
- каркас с каналами для подачи сжатого воздуха и покрасочных материалов, уровень подачи которых контролируется игольчатыми клапанами.
- рычаг спуска. Это кнопка, которая приводит в действие сам механизм.
- сопло краскопульта, в котором происходит смешивание воздуха и краски, в итоге образуется окрасочный факел нужного формата.
- емкость для краски в виде съемного бачка.
- винты для регулировки объема подачи воздуха от компрессора, или же краски. Подкручивая эти элементы, вы можете калибровать форму и размер пятна распыла.

Когда маляр нажимает на спускной клапан, сначала открывается канал подачи сжатого воздуха, а при дальнейшем нажатии начинает поступать и лакокрасочный материал.
Регуляторы и их функционал
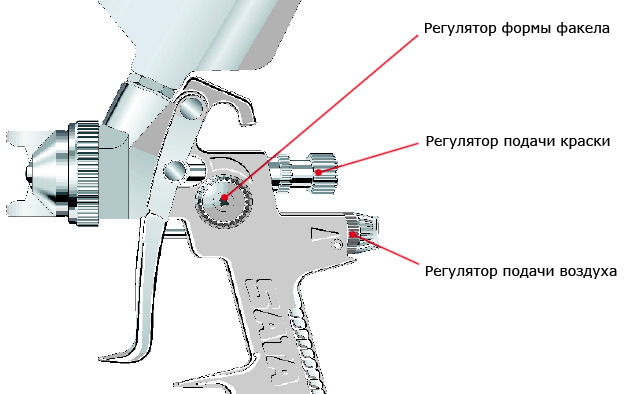
При настройке краскопульта, для начинающих мастеров нужно понимать какие регулировочные винты есть и за что они отвечают. На примере краскораспылителя SATA мы покажем их функционал.
- Регулятор формы факела. В данном случае он расположен сбоку, на пистолетах других производителей они могут быть и в другом месте. Данный регулятор отвечает за форму и размер выходящего факела из краски.
- Регулятор подачи краски. Тут производится калибровка хода иглы, и таким образом происходит контроль подачи ЛКМ в канал.
- Регулятор подачи воздуха. Данный тип настроек есть не на всех краскопультах. В данном примере он расположен сзади под регулятором подачи материала, но часто его можно встретить и на рукоятке инструмента.

Суть настройки покрасочного пистолета сводится к поиску оптимального соотношения подачи сжатого воздуха и краски. Если все сделать правильно, то на выходе должен получиться равномерный окрасочный факел, который в свою очередь будет четко распределять материал на обрабатываемой поверхности.
Типы краскораспылителей
 Основным параметром классификации покрасочных пистолетов является рабочее давление, которое поступает в инструмент из компрессора и которое выдается в результате на воздушной головке. Зачастую выделяют три группы оборудования по этой характеристике:
Основным параметром классификации покрасочных пистолетов является рабочее давление, которое поступает в инструмент из компрессора и которое выдается в результате на воздушной головке. Зачастую выделяют три группы оборудования по этой характеристике:
- конвенциональные. Это тип устройств, которые работают при высоком давлении воздуха.
- HVLP (High Volume Low Pressure). В этом случае используется большой объем поступающего воздуха и низкое давление.
- LVLP (Low Volume Low Pressure). Тут же используется низкий объем и низкое давление.
Если говорить о качестве и экономической целесообразности, то к покупке стоит рассматривать два последних типа устройств. HVLP и LVLP краскопульты работают при давлении 0,7 – 1,2 бара. В то время как конвенциональное оборудование распыляет материал под давлением 3 – 4 бара.
В чем же плюс HVLP и LVLP пистолетов? Они имеют значительно высший показатель переноса краски на деталь. Под низким давлением краска меньше превращается в бесполезную пыль и лучше переносится на саму поверхность кузова автомобиля. У краскопультов типа HVLP и LVLP этот показатель переноса составляет 65% – 70%. У конвенциональных типов всего 30% – 45%. Исходя из этого, вы существенно экономите материал, особенно это ощущается при нанесении дорогих красок под металлик или перламутр.
Если вы используете в работе краскораспылители SATA, то этот производитель для настройки краскопульта HVLP или LVLP типа изготавливает специальные воздушные головки с двумя манометрами. Такую насадку можно купить отдельно, но зачастую ее нет у начинающего маляра, поэтому мы будем рассматривать альтернативные варианты калибровки.

Настраиваем входное давление
Покупая инструмент, обратите внимание и на то, что производитель указывает оптимальное значения давления воздуха на входе в краскопульт. Этот параметр можно посмотреть в технической документации.
Настройку давления воздуха лучше всего производить согласно показателям манометра установленного на рукоятке краскораспылителя. Обосновано это тем, что выставив давление на компрессоре, оно непременно будет отличаться на входе в пистолет, поскольку будут потери в воздушном канале и фильтрах установленных в систему. Иногда показатель падает на 1 бар и больше, что может сказаться на качестве работы мастера. С манометром на рукоятке вы сможете получить более точные данные для настройки.
Ниже, мы рассмотрим несколько вариантов подбора нужного давления исходя из различных конструктивных особенностей краскопультов.
Вариант 1. С использованием манометра-регулятора.

Опираясь на схему, для лучшего понимания вам нужно будет провести следующие шаги.
- Открываем на максимум винты контролирующие подачу сжатого воздуха и размера окрасочного факела. При этом винт подачи краски может быть в любом положении и на данном шаге он нас не интересует.
- Далее жмем на спускной рычаг и ждем поступления сжатого воздуха. Удерживая кнопку краскопульта, прикручиваем регулировочный рычаг подачи воздуха и выставляем на манометре в рукоятке нужный показатель давления указанный производителем. В случае с HVLP и LVLP устройствами этот показатель будет около 1,5-2,5 бар.
- После выставления давления воздуха, полностью выкручиваем регулировочный винт, отвечающий за подачу материала. Опять нажимаем на кнопку и смотрим результат на тестовой поверхности. Но про тестирование инструмента мы поговорим ниже.
Вариант 2. Есть встроенный манометр.


В более дорогих и «нафаршированных» моделях краскопультов есть встроенный цифровой манометр, который еще больше упрощает настройку краскопульта для покраски автомобиля, особенно для новичков.
Тут технология следующая:
- Откручиваем винт регулятора размера факела полностью.
- Нажимаем на спускной клапан.
- Выставляем нужный показатель давления с помощью регулировочного винта подачи сжатого воздуха.
Вариант 3. Манометр без регулятора.

Такие случаи также бывают. Тут процесс будет следующим:
- На максимум открываем канал подачи воздуха.
- Также на максимум откручиваем и регулятор размера факела.
- Нажимаем кнопку на краскопульте.
- На редукторе компрессора или фильтр группе выставляем нужный показатель давления.
Вариант 4. Если манометр вообще отсутствует.

Это наименее точный способ настройки. Без измерительных датчиков вам будет сложно ориентироваться по давлению, поступающему в инструмент. Обычно мастера в таком случае «на глаз» выставляют параметры на компрессоре или же фильтр группе.
Тут можно учитывать примерные потери показателей при прохождении воздушного канала и фильтров. Так на воздушный канал диаметром 9мм и длиной около 10 м, могут припадать потери около 0,6 атмосфер, а в фильтрах около 0,3 – 0,5 атмосфер. Если фильтры забиты, то потери будут выше. Используя данную погрешность, выставляют и нужное давление на компрессоре.
- На максимум откручиваем регулятор подачи воздуха и размера факела.
- Нажимаем спускной рычаг.
- Выставляем на компрессоре давление согласно заданному производителем и накидаем сверху 0,9 – 1 бар.
- Тестируем полученный результат.
Вариант 5. Если краскопульт no name.
 Часто можно встретить случаи, когда неопытный маляры покупают дешевый китайский краскопульты, у которых даже нет технической документации. Перед вами встанет задача подбора рабочего давления воздуха для этого инструмента, и тут вы потратите много сил и нервов для того, чтобы хоть немного настроить дешевый вариант краскораспылителя.
Часто можно встретить случаи, когда неопытный маляры покупают дешевый китайский краскопульты, у которых даже нет технической документации. Перед вами встанет задача подбора рабочего давления воздуха для этого инструмента, и тут вы потратите много сил и нервов для того, чтобы хоть немного настроить дешевый вариант краскораспылителя.
Для калибровки такого инструмента в бачок с материалом заливают эмаль. Далее полностью откручивают все регуляторы. Нажимают на клапан и, регулируя винт подачи воздуха, добиваются максимально ровной формы окрасочного факела. При этом сам краскопульт размещают на расстоянии около 15 см от тестовой поверхности. Когда вы получите «лучший из возможных» результат это и будет рабочим давлением.
Работать с копиями известных брендов будет практически не реально, так как опытные мастера говорят, что добиться равномерного факела фактически не реально и в любом случае будут «плевки» краской и наплывы. Лучше не экономить на оборудовании и сразу купить приобрести хороший инструмент.
Настройка размера факела краскопульта
На самом деле максимально равномерное покрытие получается при работе с максимальным размером окрасочного факела. Чем шире распыляемое пятно правильной формы, тем более равномерный слой ЛКП вы получите в результате, это в частности обусловлено и меньшим количеством проходов и переходов между ними.
Существуют и исключения в этом вопросе. Например, если вы осуществляете локальную покраску, или же обрабатываете места изгибов, труднодоступные детали и прочее. В таких случаях размер факела нужно регулировать, подкручивая отвечающий за это винт на корпусе краскопульта.

Регулируем подачу лакокрасочных материалов
При полной покраске кузова авто или же отдельных его деталей, лучшим решением будет полностью открыть регулятор подачи краски. В случаях частичной обработки поверхности или работы с труднодоступными областями деталей можно корректировать подачу материала согласно выставленных вами требований.
Учтите, что при максимально открученном регуляторе краски будет минимальный износ сопла и иглы покрасочного пистолета
Выбор диаметра сопла
На работу краскопульта с различными типами материалов напрямую влияет такая деталь как сопло и его диаметр. Тут работает формула: чем гуще материал – тем дюзу больше размера нужно вкручивать на инструмент.

Часть производителей в технической документации даже указывают, какой размер сопла использовать для материалов с различной вязкостью. Мы предоставим вам, примерные характеристики, на которые можно ориентироваться.
- базовая краска (эмаль) – 1,3 – 1,4 мм.
- акриловые эмали и лаки – 1,4 – 1,5 мм.
- грунтовка – 1,5 – 1,8 мм.
- жидкая шпаклевка – 2 – 3 мм.
- резиносодержащие покрытия (антигравий) – 6 мм.
Каждый мастер выбирает тот размер сопла, с которым ему удобно работать. Ведь чем меньше дюза, тем меньший расход материала и на выходе будет тоньше слой, но работать нужно будет дольше. Если брать больший диаметр сопла, то возможны подтеки материала на поверхности, и без практики нанесения краски или лака новичку будет сложно избежать дефектов.
Тестирование краскопульта
После того как вы провели предварительные настройки, вам нужно протестировать полученный результат на черновой поверхности, перед тем как начать работать с кузовом авто.
Существует три основных теста, которые маляра проводят перед началом работ, чтобы проверить корректность работы инструмента, и при необходимости немного его откалибровать.
- Тест на правильность формы отпечатка факела.
- Тест на равномерность распределения материала в факеле.
- Тест на качество распыления.
Давайте пошагово разберем каждый из них.
Тест на правильность формы отпечатка факела
Для начала в качестве тренировочной поверхности обычно используют лист бумаги, для этого его закрепляют на стене, чтобы удобно было тестировать оборудование.

Далее процедура следующая:
- Узнайте рекомендуемое расстояние удаленности краскораспылителя от рабочей поверхности, а это для типов HVLP и LVLP 15 – 20 см, а для конвенциональных аппаратов около 20 см. Поднесите инструмент на такое расстояние.
- Направьте воздушную головку перпендикулярно листу и на 1 секунду зажмите спускной клапан.
- Проанализируйте форму полученного отпечатка от факела.
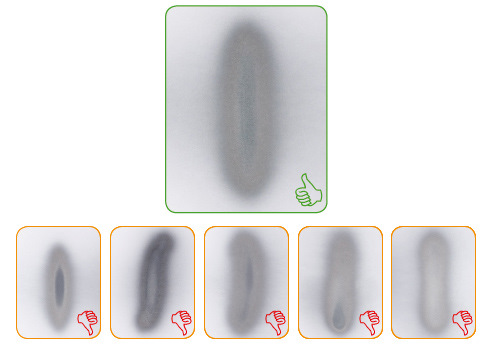
Чтобы оценить результат мы приведем изображения того как должно быть и как быть не должно.

В идеале должна получиться форма вертикально вытянутого овала с равномерно распределенной краской по всей площади, при этом края могут быть немного размыты. Не должно быть выпуклостей и впадин на боковых частях овала, а также краска должна распыляться без просветов.
Причиной нарушения формы или однородности пятна факела является неправильная регулировка, и вам нужно подогнать настройки краскопульта. Если вы заметили наплывы краски в центре пятна или на краях, то попробуйте прикрутить винт подачи материала. Если же форма факела имеет вид восьмерки, то уменьшите входное давление. Форму в виде банана пятно получает за счет того, что забился один из каналов воздушной головки пистолета.
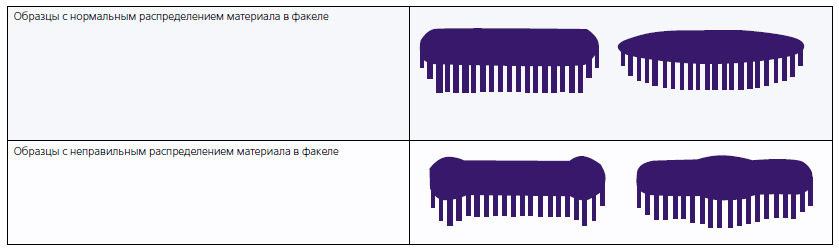
Тест на равномерность распределения материала в факеле
Для этой процедуры вам нужно развернуть краскопульт в горизонтальное положение, и на чистый лист бумаги, подвешенный на стене начать распылять краску. Распылять нужно до тех пор, пока материал не начнет стекать по листу вниз. По скорости стекания и расстояния между ними можно судить о равномерности распределения краски по всей площади, наносимой факелом.

Пример образцов, по которым вы можете сориентироваться приведен ниже на фото.

Тест на качество распыления
Этот тест имитирует реальный процесс нанесения материала на деталь машины. Нужно зажать спускной рычаг и провести по горизонтали краскопультом закрашивания несколько листов бумаги. Вы сможете опробовать инструмент в работе, определиться с размером сопла, если слой очень тонкий или слишком много «поливает».

На этом настройка краскопульта для авто завершена и можно приступать к работе.
Видео об универсальной калибровке инструмента фирмы Walcom.
Выводы. С помощью такой настройки вы сможете подстраивать инструмент под различные типы краски и под лак, которые имеют разную вязкость состава. Старайтесь подходить к вопросу комплексно, проверяя все опции перед началом работ, и не экономьте на инструменте.
Видео настройки китайского пистолета девилбис.
Дополнительные полезные материалы
Настройка краскопульта Walcom.


Формы отпечатков факела и рациональность их использования.

На этом процесс настройки краскопульта завершен, и можно приступать к работе. Напишите в комментариях как вы проводите настройку своего покрасочного пистолета, и какие нюансы являются наиболее важными.
Suzuki Grand Vitara XL7 серо-синий металлик › Бортжурнал › Настройка краскопульта: рабочее давление, подача краски, размер факела, диаметр сопла

Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
-корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
-спусковой рычаг, управляющий переключением клапанов,
-выходное сопло для смесеобразования и формирования факела требуемой формы,
-резервуар (бачок) для краски,
-регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.
Функции и расположение регуляторов
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
-Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
-Второй ответственен за регулировку хода иглы и количество подаваемого материала.
-На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
-конвенциональные (высокое давление);
-HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
-LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

Если манометр без регулятора
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
Подача краски
пять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
-базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
-акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
-жидкие первичные грунты — 1,3-1,5 мм;
-грунты-наполнители — 1,7-1,8 мм;
-жидкие шпатлевки — 2-3 мм;
-антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
-тест правильности формы отпечатка факела;
-тест на равномерность распределения краски в факеле;
-тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Как самостоятельно настроить и отрегулировать краскопульт
Краска распыляется на поверхность равномерно и качественно, если надежно и без перебоев работает краскопульт. Для этого перед началом окрашивания проводится настройка краскопульта.
Процесс разбивается на 4 этапа: подготовка ЛКМ, контроль за размером факела, установка давления, настройка подачи краски.
Неправильно работающий краскопульт наносит неравномерный слой, с подтеками и наплывами, покрытие долго сохнет. Вот почему регулировка краскопульта важна.
Установка рабочих параметров краскопульта
Перед тем как настроить краскопульт нужно развести отделочный материал. От правильности проведения этого этапа зависит эффективность работы механизма, качество отделки поверхности. По инструкции от производителя ЛКМ перемешивается с активатором, с соблюдением пропорций. Иногда требуется растворитель. Уже после этого проверяется работоспособность устройства, на сколько ровно ложится отделочный слой.

На корпусе краскопульта имеется два, встречаются модели с тремя винтами для регулировки:
- сверху или сбоку – винт регулирует аэрозольного факела по размеру и форме;
- количество красителя, которое подается в сопло соответствует диапазону перемещения иглы – работа второго регулятора;
- контролируется подача воздушных масс в распылитель третьим винтом. Он есть не у всех моделей.
Важно: настройка подразумевает достижение оптимального соотношения «материал-воздух». Такой баланс и дает идеальную форму факелу, что в свою очередь позволяет равномерно наносить состав на поверхность.
Установка на входе устройства давления
Краскопульт, инструкция которого регламентируется производителем, имеет нормативное входное давление.

Идеальный вариант настройки давления на входе – это наличие встроенного манометра и регулятора. Последний присоединяется к рукоятке инструмента. Так учитываются потери магистрального давления (до 1 бара). На длинном воздуховоде много изгибов. Это увеличивает потери давления. Потери больше, если есть фильтры и влагомаслоотделители.
Совет: настройка краскопульта для начинающих сводится к установке регулятора максимально близко к рукоятке прибора. Тогда его настройка будет точной и быстрой.
Контроль с встроенным манометром и регулятором
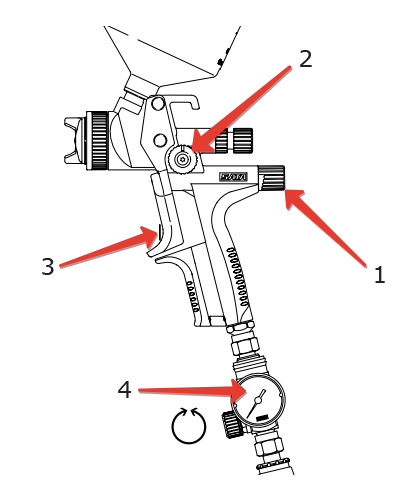
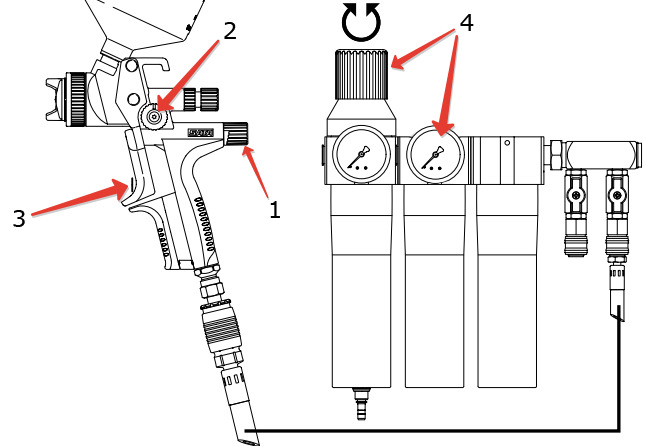
Без сложностей осуществляется регулировка краскопульта с верхним бачком, при наличии регулятора и манометра:

- винт-регулировка №1 (подача воздушных масс) откручивается полностью;
- винт №2 (контроль факела по форме и размеру) выкручивается;
- курок №3 нажимается, когда винты выкручены. Двигается воздух;
- на манометре №4 фиксируется показатель, который рекомендуется производителем. Для этого поворачивается винт давления.
Электронная модель манометра
Настройка устройства с электронной встроенной моделью манометра совсем простая:
- факельный регулятор открывается на максимум;
- вдавливается курок;
- электронный манометр фиксирует значения давления на входе в устройство, в этот момент проворачивается винт воздуха. Останавливаться нужно на показателях, рекомендуемых производителем.
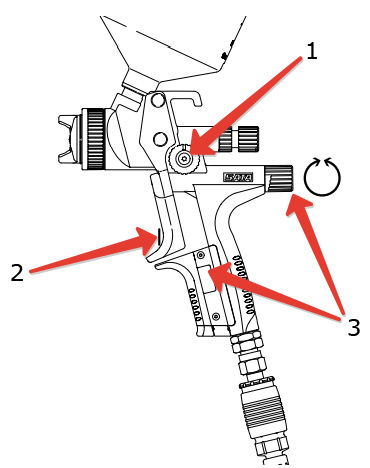
Есть манометр, но нет регулятора
Задействуется редуктор компрессора, если на рукоятке распылителя вмонтирован манометр, но нет регулирующего винта:

- винт воздуха открывается максимально;
- винт факела открывается на 100 %;
- нажимается курок, и начинается движение воздуха в пистолет;
- давление регулируется редуктором, он есть на выходе компрессора. Показатели проверяются на манометре.
Манометр отсутствует
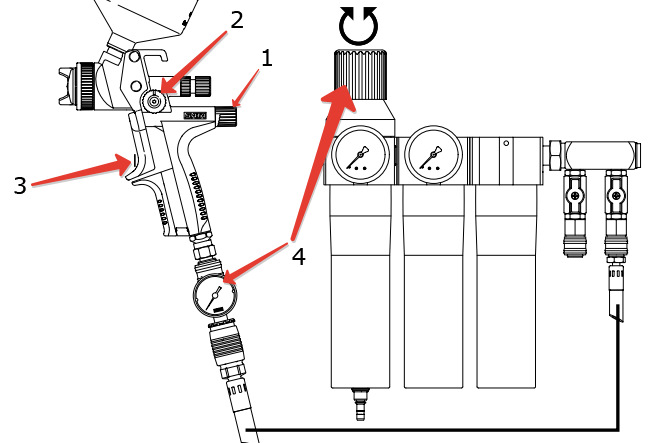
Настройка работоспособности без манометра возможна. Используется редуктор компрессора с учетом потерь магистрального давления.
Важно: эффективно работающий фильтр снижает давление на 0,3-0,5 атм., 0,6 атм. – потери в воздушном шланге длинной 10 метров и с диаметром по внутренним стенкам 9 мм. Это учитывается перед тем как настроить краскопульт для покраски без манометра.

- открывается подача воздуха;
- откручивается винт регулировки ширины аэрозольного факела;
- курок нажимается для подачи воздуха;
- учитывая показатели магистральных потерь, задействуется редуктор на выходе компрессора, выставляется давление. Остановка на цифре на 0,6 бар больше от рекомендуемой, если к установке вмонтирован 10-метровый шланг с диаметром внутри 9 мм. Чтобы данные были еще точнее, считается количество фильтров между распылителем и компрессорной установкой.
Нет данных о производителе краскопульта
Экспериментальным путем устанавливается входное давление, если нет инструкции к прибору, нет данных о производителе.
- В бачок заливается стандартной вязкости краска.
- Все регуляторы откручиваются.
- Добившись чтобы отпечаток факела стал равномерным, регулирующим винтом на манометре устанавливается «экспериментальное» давление. Распылитель держится на 15 см расстоянии от тестированной поверхности. Это и есть рабочее давление этого устройства.
Важно: дешевые устройства для распыления или не имеющие данные о происхождении часто работают при высоком расходе воздуха (больше 200 л мин.). Поскольку не каждая модель компрессора выдает такой объем сжатого воздуха, то и качество покраски будет хромать.
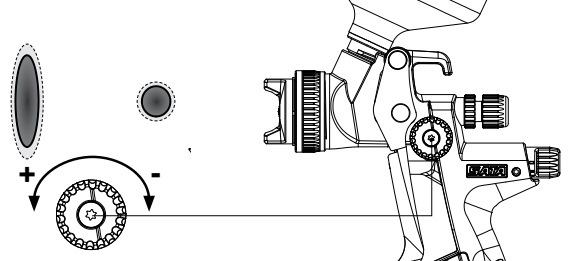
Регулирование состояния факела
Состояние факела – это один из важных факторов эффективного окрашивания поверхности при работе с краскопультом. Маленький расход КМ и его равномерное нанесение обеспечивается большим факелом, высокой плотностью аэрозоля. Если нужно покрасить небольшой предмет или труднодоступное место, то нужен небольшого размера факел.

Регулирующий винт факела поворачивается к «+» для его увеличения, к «-» для уменьшения.
Во многих ситуациях винт открывается максимально.
Подача отделочного материала
Нанесение различных отделочных материалов, в том числе и ЛКМ, проводится при их максимальной подаче. Это указывает на то, что регулятор подачи материала открывается полностью. Винт прокручивается на 3-4 оборота. Сопло откроется, когда курок вдавленный.

Диаметр сопла
Перед тем как отрегулировать краскопульт подбирается по диаметру сопло. Учитывается консистенция массы для отделки. Для работы с различными материалами необходим разный диаметр сопла.
| Отделочные составы | Размер сопла |
| Эмалевые материалы | от 1,3 до 1,4 мм; светлые тона – 1,3 мм |
| Эмаль-акрил, бесцветный лак | от 1,4 до 1,5 мм |
| Первичные грунты в жидком состоянии | от 1,3 до 1,5 мм |
| Наполнители-грунты | от 1,7 до 1,8 мм |
| Шпаклевочные составы в жидком состоянии | от 2,0 до 3,0 мм |
| Покрытия с антигравийными качествами | 6,0 мм для распылителя с антиграв. материалов |
Базовые поломки
Как и большинство инструментов краскопульты ломаются. Поломок, характерных для большинства моделей, не много.
Распылитель не выдает краску
Существует три ситуации, исправив которые можно продолжить работу:
- Давление воздуха на предельно низком уровне во всей системе. Регулировка компрессора исправит ситуацию.
- Засоренность иглы и сопла останавливает подачу ЛКМ. Без разборки устройства и очистки элементов распылитель работать не будет.
- Поврежденная игла и сопло только заменяются.

Подача КМ урывками
Пять неисправностей заставляют распылитель плеваться:
- Воздушная головка ослаблена. Элемент затягивается.
- Нет соотношения давление воздуха и консистенции КМ. Регулируется соответствие показателей между собой.
- Повышенная вязкость ЛКМ. Краска разбавляется до нужной консистенции.
- На бачке с КМ забивается сапун. Снимается пробка и отверстие тщательно чистится.
- В ресивере давление упало и не доходит до нормативных показателей. Для устранения причины настраивается компрессор: фиксируется нижнее давление, которое приемлемо для работоспособности пистолета.
Смещение от центра факела
Уходит в сторону факел красителя:
- На воздушной головке забиты отверстия сбоку. Они чистятся, если снять головку.
- Если отверстия повреждены, то головка меняется.
Нарушена симметричность факельных пятен
- Поврежденное сопло и на воздушной головке отверстие по центру – без замены их проблема не решится.
- Засоренное сопло и отверстие по центру на воздушной головке чистятся, детали снимаются.

Способы изготовления краскопульта своими руками

Промывка краскопульта после покраски

Как правильно пользоваться ручным краскопультом

Нюансы выбора краскопульта для водоэмульсионной краски

Правила применения краскопульта и преимущества метода
—>Автозапчасти и СТО —>
Учимся красить машину: техника покраски, положение краскопульта, правила.
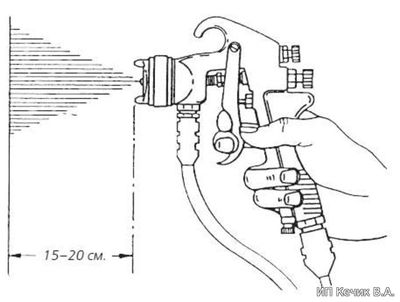
Когда вы берете в руки краскопульт, то у вас возникает вполне логичный вопрос: как его правильно держать? Краскопульт должен находиться точно под углом 90 градусов к окрашиваемой поверхности. Главное соблюдать это положение при покраске крупных деталей. Пренебрежение этого правила опасно появлением участков разного оттенка на поверхности, особенно при использовании краски «металлик». Наклонять краскопульт можно лишь при покраске торцов, арок, различных труднодоступных мест.

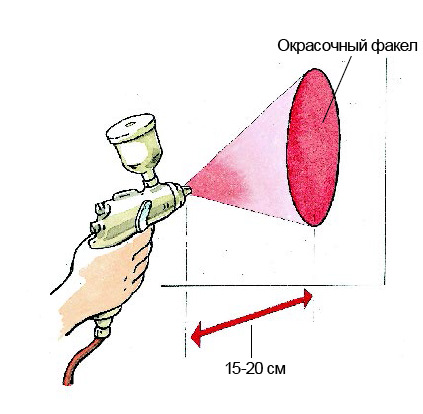
Расстояние до окрашиваемой поверхности
Самым оптимальным расстоянием от окрашиваемой поверхности краскопульта до краскопульта считается 15-20 см. Для наглядности можно использовать ширину ладони с растопыренными пальцами, на руке среднестатистического человека это 19-21 см. Это может вам помочь прикинуть расстояние. Так же расстояние может незначительно изменяться в зависимости от настроек распылителя, вязкости и типа краски. Если расстояние будет слишком маленьким, то возможен, так называемый, эффект «апельсиновой корки», также возможны подтеки. Если же расстояние будет слишком большим, то краска будет подсыхать еще в полете, образуя большой напыл, как результат «сухое» покрытие и большой расход краски.
Траектория движения краскопульта
Окрашивание нужно производить слева направо, горизонтальными движениями. Краскопульт нужно вести равномерно, не изменяя скорость, максимально параллельными движениями. Не забывайте о правильном положении краскопульта. Каждый новый проход должен проходить по предыдущему не меньше, чем на половину. Это позволит избежать полос на краске.
Итак, начинаем движение в стороне от верхнего левого края поверхности и сразу же нажимаем на спусковой курок полностью. Дойдя до правого края, не прекращая движение, курок отпускаем. Основной фактор овладения покраской-это определение момента спуска курка. Но, как показывает практика, со временем контроль над спуском курка срабатывает рефлекторно.
Покраска торцов и внутренних частей детали
Для покраски торцов и внутренних частей детали нужно пользоваться несколькими правилами.Например, нужно покрасить переднее левое крыло. Сначала прокрашиваем торцы, начиная сверху в месте крепления болтов, переходим к передней части, в месте крепления фары, потом колесные арки и нижние торцы, и в конце-боковой торец возле двери. Ну а теперь красим лицевую часть крыла. Эта последовательность позволит не допустить напыл на лицевой части окрашиваемой детали. В общем при покраске любой детали сначала красят торцы, а после лицевую часть, тогда напыл на лицевой части исключен.
Как окрасить широкие (длинные) поверхности
Длинные поверхности удобнее и проще красить частями по 60-80 см. Окрашиваемые части должны находить друг на друга на 10-15 см. Красить такие поверхности целиком за один раз чревато неравномерным нанесение ЛКП.
Как окрашивать горизонтальные части
Горизонтальные детали (капот, крыша, крышка багажника) окрашивать нужно так же как и остальные детали, но движение нужно начинать от себя и постепенно продвигаться вперед. Так же допускается наклон краскопульта на себя (факел от себя). Таким образом каждый проход будет перекрывать напыл оставшийся от предыдущего прохода.
Полная покраска автомобиля
Полную покраску автомобиля обычно начинаю с крыши. Если крышу красить в последнюю очередь то пыль может испортить все остальные детали, так как они находятся ниже. Мало вероятен напыл на крыше при окраске нижних частей, а если он и будет, то не тек заметен как на остальных деталях.Когда вы берете в руки краскопульт, то у вас возникает вполне логичный вопрос: как его правильно держать? Краскопульт должен находиться точно под углом 90 градусов к окрашиваемой поверхности. Главное соблюдать это положение при покраске крупных деталей. Пренебрежение этого правила опасно появлением участков разного оттенка на поверхности, особенно при использовании краски «металлик». Наклонять краскопульт можно лишь при покраске торцов, арок, различных труднодоступных мест.
Каждый проход обязательно нужно начинать и заканчивать немного в стороне от детали. Начало и окончание прохода над самой деталью НЕДОПУСТИМО.
Проводя поочередно распылителем слева-направо, обязательно следим за достаточным перекрытием факела. При окраске нельзя описывать краскопультом большую дугу.
Покраска торцов и внутренних частей детали
Если нам необходимо прокрасить еще и торцы детали, или же всю деталь целиком (внутри и снаружи), то здесь нужно действовать следующим образом.
К примеру, нам нужно покрасить переднее правое крыло. Сначала идем по торцам. Прокрашиваем вверху, в месте крепления крыла. Затем переходим на передний торец, что возле фары, после чего прокрашиваем торцы колесной арки и все нижние торцы. Затем красим торец, который смотрит на переднюю дверь. С торцами всё. Теперь красим всю лицевую поверхность крыла. Вуаля, крыло покрашено!
Такая последовательность окраски позволяет избежать опыла на лицевой части детали. Возьмем еще, к примеру, дверь. Чтобы опыл не испортил лицевую часть, красим сначала внутреннюю сторону и торцы, а лицевую часть — в последнюю очередь.
Покраска горизонтальных поверхностей (капотов, крыш)
Горизонтальные поверхности (капоты, крыши) окрашиваются, как правило, от себя, начиная с нижнего края и постепенно продвигаясь вперед. При этом допускается небольшой наклон краскопульта в сторону распыления, чтобы направить окрасочную пыль к дальнему краю детали. Последующие проходы ее перекроют и мы получим отличное покрытие без опыла.
Если деталь слишком длинная и вы не достаете к ее дальнему краю, то по вышеописанной схеме доходим до середины, затем переходим на другую сторону детали и продолжаем красить уже от середины к себе. По такой схеме красятся крыши, капоты багажники, то есть длинные (широкие) детали автомобиля.
Очень важно при этом, да и вообще, при окрашивании любых деталей не касаться поверхности частями тела, одеждой, шлангом и т.д. Шланг лучше придерживать свободной рукой за спиной, контролируя его и не давая коснуться поверхности.
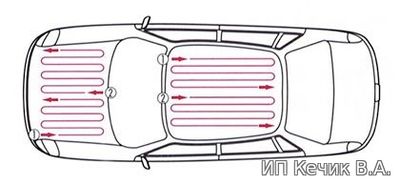
Последовательность полной наружной окраски
Полную наружную окраску автомобиля лучше начинать с крыши. Если крышу оставлять напоследок, то окрасочная пыль может подпортить уже окрашенные капот и крышку багажника. Опыл же на крыше не так заметен. Одна из последовательностей полной окраски автомобиля изображена на рисунке ниже.
Давайте немного подытожим и выделим несколько основных моментов касательно техники покраски автомобиля:
• Краскопульт держим прямо (под прямым углом), наклон допускается лишь в исключительных случаях.
• Среднее расстояние от краскопульта до поверхности составляет 15-20 см. Стараемся от него не отходить.
• Скорость движения краскопульта в среднем составляет 40-50 см/сек. Один проход от края до края занимает около 2 секунд.
• Проход начинаем и заканчиваем немного в стороне от детали, и ни в кое случае не над самой деталью.
• Проходы делаем горизонтальными движениями слева-направо.
• Степень перекрытия факела — не меньше чем 50%. То есть каждый проход должен перекрывать предыдущий не меньше чем на половину.
• При распылении нельзя описывать краскопультом слишком большую дугу.
Как качественно покрасить автомобиль дешевым краскопультом?
Краскопульты конвенциональной системы распыления считаются самыми простыми инструментами из всех красковых распылителей. От этого у них приятная невысокая цена, что в свою очередь влияет на популярность этого товара среди частных автомаляров. При самостоятельной покраске автомобиля, прежде чем решиться на приобретение краскопульта с системой HP, стоит внимательно изучить его недостатки. Не ухудшит ли экономия качество покраски?
Недостатки дешевых краскопультов
В процессе работы краска распыляется с помощью конвекционной системы под высоким давлением, которое на выходе приравнивается к 1,2 — 1,5 атм. На входе аппарата давление должно быть в разбеге от 2,5 до 5 атм. Потребление воздуха невысокое, примерно, от 100 до 300 л/мин.
Основным преимуществом краскопультов этой категории считается ровное и быстрое нанесение краски на желаемую поверхность за счет широкого факела. Но их недостаток, который способен испортить всю покрасочную работу— маленький процент переноса краски. На поверхность переносится только 45% выходного материала, а вся оставшаяся часть попадает в воздух, образуя мелкодисперсный туман, и оседая на всю поверхность в помещении. Вихревые воздушные потоки, которые происходят в следствие повышенного давления, способствуют оседанию частичек пыли на только что окрашенной поверхности, из-за чего покрытие нуждается в неоднократной шлифовке.
Также из-за высокого уровня избыточного распыления они выделяют более летучие органические соединения, которые необходимо улавливать фильтрами, чтобы избежать загрязнения. Эти фильтры должны регулярно очищаться. Такая работа получается очень энергозатратной, и фактически неэкономичной, как предполагалось изначально.
В каких ситуациях можно экономить на краскопульте
Не стоит ставить крест на данном инструменте. Все-таки для каких-то целей он очень может пригодиться.
- Краскопульты с высоким давлением могут применяться для покрытий темных цветов (черный, темно-синий), которые не имеют оттенков. На подобных поверхностях неровный слой будет менее заметен.
- Однозначно его стоит приобретать, если нужно наносить грунт. Он справится с этим качественно, быстро и без пыли.
- В крайнем случае он может наносить краску даже на лакированную и акриловую эмаль, но, правда, не ждите чистого глянцевого результата, как при использовании дорогих краскопультов с низким давлением.
Советы по покраске
Любой тип краски требует определенные настройки на краскопульте, поэтому перед каждой работой его нужно регулировать. Рекомендуется заранее развести небольшое количество краски и на ней потренироваться в регулировке.
Чтобы не потратить всю тестовую краску в один момент, начинать процесс регулировки нужно с минимального давления, понемногу прибавляя его до нужного уровня. Нужно добиться того, чтобы краска ровно ложилась на поверхность без распыления в стороны, больших и маленьких капель и подтеков. Подтеки указывают на слишком большое давление в краскопульте. Множество капель — на низкое.
Также перед началом работ обратите внимание на структуру материала, чтобы не сломать инструмент, прочистите краску от любых сгустков.
Держите инструмент на расстоянии от поверхности не менее 40 см и перемещайте его с одинаковой скоростью, направляя струю перпендикулярно наносимой поверхности. Не прокрашенные участки возможно обнаружить с помощью бокового света.
После покраски инструмент нуждается в промывке, так как оставшаяся краска при следующем использовании будет смешиваться с новой, из-за чего настроенный краскопульт потеряет свои настройки.