Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
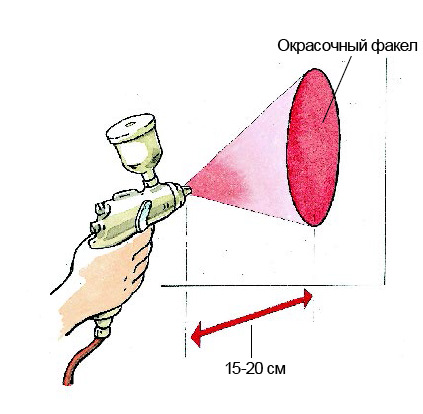
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
-корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
-спусковой рычаг, управляющий переключением клапанов,
-выходное сопло для смесеобразования и формирования факела требуемой формы,
-резервуар (бачок) для краски,
-регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.
Функции и расположение регуляторов
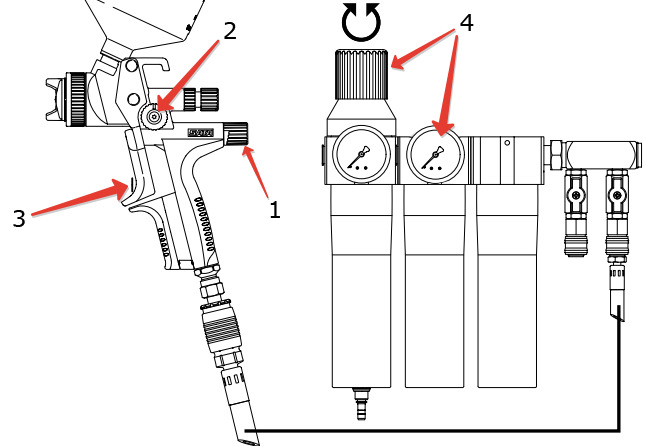
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
-Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
-Второй ответственен за регулировку хода иглы и количество подаваемого материала.
-На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
-конвенциональные (высокое давление);
-HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
-LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

Если манометр без регулятора
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
Подача краски
пять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
-базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
-акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
-жидкие первичные грунты — 1,3-1,5 мм;
-грунты-наполнители — 1,7-1,8 мм;
-жидкие шпатлевки — 2-3 мм;
-антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
-тест правильности формы отпечатка факела;
-тест на равномерность распределения краски в факеле;
-тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
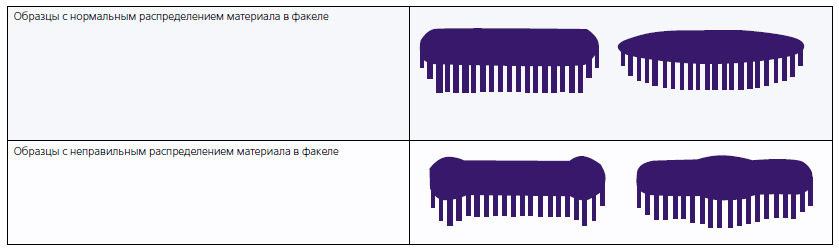
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Самостоятельная настройка краскопульта для покраски автомобиля. Давление воздуха, уровень подачи краски, диаметр сопла и правильная форма факела.
Наиболее часто используемым инструментом автомаляра является краскопульт. Им наносят грунтовку, краску и лак. От выбора типа этого инструмента и правильной настройки краскопульта зависит и качество финишного покрытия кузова автомобиля. В этой статье мы постараемся разобраться с технологией калибровочных работ и научимся проводить тестовые замеры перед нанесением ЛКП на кузов авто.
Принцип работы покрасочного пистолета
Практически все модели краскораспылителей, которые применяются для покраски отдельных деталей машины или же кузова целиком в своей основе используют принцип пневматического распыления. Проще говоря, краска или лак подается по специальному каналу в краскопульте и под воздействием потока сжатого воздуха разбивается на мелкие частицы, далее материал выходит из сопла инструмента на большой скорости.

Таким образом, на выходе с воздушной головки образуется покрасочный факел из мелких частиц лакокрасочного материала, которые быстро движутся к обрабатываемой поверхности. Попадая на поверхность детали, эти частицы оседают на ней, создавая равномерный слой краски или лака.
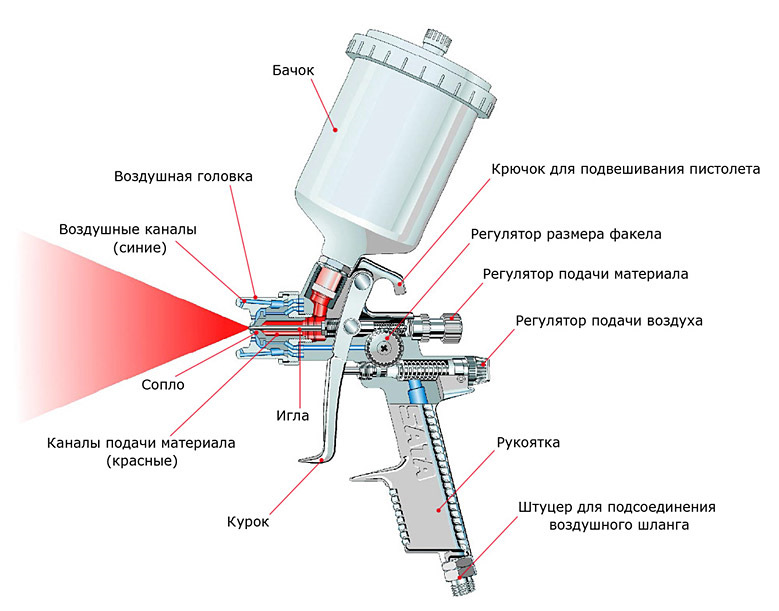
Схема и основные узлы конструкции краскопульта
Чтобы произвести грамотную настройку краскопульта, вам нужно знать из каких деталей и узлов состоит этот инструмент и что за что отвечает при его работе.
Из основных составных частей можно выделить:
- каркас с каналами для подачи сжатого воздуха и покрасочных материалов, уровень подачи которых контролируется игольчатыми клапанами.
- рычаг спуска. Это кнопка, которая приводит в действие сам механизм.
- сопло краскопульта, в котором происходит смешивание воздуха и краски, в итоге образуется окрасочный факел нужного формата.
- емкость для краски в виде съемного бачка.
- винты для регулировки объема подачи воздуха от компрессора, или же краски. Подкручивая эти элементы, вы можете калибровать форму и размер пятна распыла.

Когда маляр нажимает на спускной клапан, сначала открывается канал подачи сжатого воздуха, а при дальнейшем нажатии начинает поступать и лакокрасочный материал.
Регуляторы и их функционал
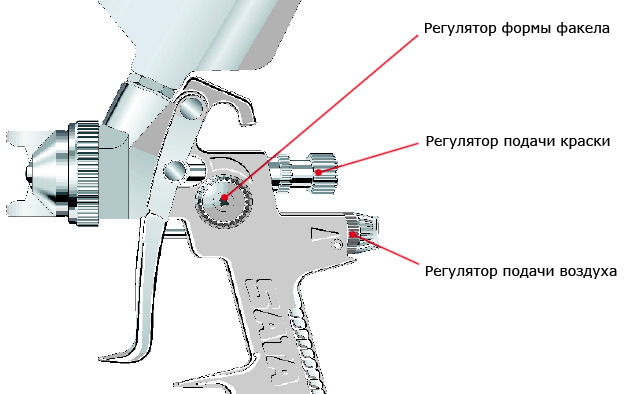
При настройке краскопульта, для начинающих мастеров нужно понимать какие регулировочные винты есть и за что они отвечают. На примере краскораспылителя SATA мы покажем их функционал.
- Регулятор формы факела. В данном случае он расположен сбоку, на пистолетах других производителей они могут быть и в другом месте. Данный регулятор отвечает за форму и размер выходящего факела из краски.
- Регулятор подачи краски. Тут производится калибровка хода иглы, и таким образом происходит контроль подачи ЛКМ в канал.
- Регулятор подачи воздуха. Данный тип настроек есть не на всех краскопультах. В данном примере он расположен сзади под регулятором подачи материала, но часто его можно встретить и на рукоятке инструмента.

Суть настройки покрасочного пистолета сводится к поиску оптимального соотношения подачи сжатого воздуха и краски. Если все сделать правильно, то на выходе должен получиться равномерный окрасочный факел, который в свою очередь будет четко распределять материал на обрабатываемой поверхности.
Типы краскораспылителей
 Основным параметром классификации покрасочных пистолетов является рабочее давление, которое поступает в инструмент из компрессора и которое выдается в результате на воздушной головке. Зачастую выделяют три группы оборудования по этой характеристике:
Основным параметром классификации покрасочных пистолетов является рабочее давление, которое поступает в инструмент из компрессора и которое выдается в результате на воздушной головке. Зачастую выделяют три группы оборудования по этой характеристике:
- конвенциональные. Это тип устройств, которые работают при высоком давлении воздуха.
- HVLP (High Volume Low Pressure). В этом случае используется большой объем поступающего воздуха и низкое давление.
- LVLP (Low Volume Low Pressure). Тут же используется низкий объем и низкое давление.
Если говорить о качестве и экономической целесообразности, то к покупке стоит рассматривать два последних типа устройств. HVLP и LVLP краскопульты работают при давлении 0,7 – 1,2 бара. В то время как конвенциональное оборудование распыляет материал под давлением 3 – 4 бара.
В чем же плюс HVLP и LVLP пистолетов? Они имеют значительно высший показатель переноса краски на деталь. Под низким давлением краска меньше превращается в бесполезную пыль и лучше переносится на саму поверхность кузова автомобиля. У краскопультов типа HVLP и LVLP этот показатель переноса составляет 65% – 70%. У конвенциональных типов всего 30% – 45%. Исходя из этого, вы существенно экономите материал, особенно это ощущается при нанесении дорогих красок под металлик или перламутр.
Если вы используете в работе краскораспылители SATA, то этот производитель для настройки краскопульта HVLP или LVLP типа изготавливает специальные воздушные головки с двумя манометрами. Такую насадку можно купить отдельно, но зачастую ее нет у начинающего маляра, поэтому мы будем рассматривать альтернативные варианты калибровки.

Настраиваем входное давление
Покупая инструмент, обратите внимание и на то, что производитель указывает оптимальное значения давления воздуха на входе в краскопульт. Этот параметр можно посмотреть в технической документации.
Настройку давления воздуха лучше всего производить согласно показателям манометра установленного на рукоятке краскораспылителя. Обосновано это тем, что выставив давление на компрессоре, оно непременно будет отличаться на входе в пистолет, поскольку будут потери в воздушном канале и фильтрах установленных в систему. Иногда показатель падает на 1 бар и больше, что может сказаться на качестве работы мастера. С манометром на рукоятке вы сможете получить более точные данные для настройки.
Ниже, мы рассмотрим несколько вариантов подбора нужного давления исходя из различных конструктивных особенностей краскопультов.
Вариант 1. С использованием манометра-регулятора.

Опираясь на схему, для лучшего понимания вам нужно будет провести следующие шаги.
- Открываем на максимум винты контролирующие подачу сжатого воздуха и размера окрасочного факела. При этом винт подачи краски может быть в любом положении и на данном шаге он нас не интересует.
- Далее жмем на спускной рычаг и ждем поступления сжатого воздуха. Удерживая кнопку краскопульта, прикручиваем регулировочный рычаг подачи воздуха и выставляем на манометре в рукоятке нужный показатель давления указанный производителем. В случае с HVLP и LVLP устройствами этот показатель будет около 1,5-2,5 бар.
- После выставления давления воздуха, полностью выкручиваем регулировочный винт, отвечающий за подачу материала. Опять нажимаем на кнопку и смотрим результат на тестовой поверхности. Но про тестирование инструмента мы поговорим ниже.
Вариант 2. Есть встроенный манометр.


В более дорогих и «нафаршированных» моделях краскопультов есть встроенный цифровой манометр, который еще больше упрощает настройку краскопульта для покраски автомобиля, особенно для новичков.
Тут технология следующая:
- Откручиваем винт регулятора размера факела полностью.
- Нажимаем на спускной клапан.
- Выставляем нужный показатель давления с помощью регулировочного винта подачи сжатого воздуха.
Вариант 3. Манометр без регулятора.

Такие случаи также бывают. Тут процесс будет следующим:
- На максимум открываем канал подачи воздуха.
- Также на максимум откручиваем и регулятор размера факела.
- Нажимаем кнопку на краскопульте.
- На редукторе компрессора или фильтр группе выставляем нужный показатель давления.
Вариант 4. Если манометр вообще отсутствует.

Это наименее точный способ настройки. Без измерительных датчиков вам будет сложно ориентироваться по давлению, поступающему в инструмент. Обычно мастера в таком случае «на глаз» выставляют параметры на компрессоре или же фильтр группе.
Тут можно учитывать примерные потери показателей при прохождении воздушного канала и фильтров. Так на воздушный канал диаметром 9мм и длиной около 10 м, могут припадать потери около 0,6 атмосфер, а в фильтрах около 0,3 – 0,5 атмосфер. Если фильтры забиты, то потери будут выше. Используя данную погрешность, выставляют и нужное давление на компрессоре.
- На максимум откручиваем регулятор подачи воздуха и размера факела.
- Нажимаем спускной рычаг.
- Выставляем на компрессоре давление согласно заданному производителем и накидаем сверху 0,9 – 1 бар.
- Тестируем полученный результат.
Вариант 5. Если краскопульт no name.
 Часто можно встретить случаи, когда неопытный маляры покупают дешевый китайский краскопульты, у которых даже нет технической документации. Перед вами встанет задача подбора рабочего давления воздуха для этого инструмента, и тут вы потратите много сил и нервов для того, чтобы хоть немного настроить дешевый вариант краскораспылителя.
Часто можно встретить случаи, когда неопытный маляры покупают дешевый китайский краскопульты, у которых даже нет технической документации. Перед вами встанет задача подбора рабочего давления воздуха для этого инструмента, и тут вы потратите много сил и нервов для того, чтобы хоть немного настроить дешевый вариант краскораспылителя.
Для калибровки такого инструмента в бачок с материалом заливают эмаль. Далее полностью откручивают все регуляторы. Нажимают на клапан и, регулируя винт подачи воздуха, добиваются максимально ровной формы окрасочного факела. При этом сам краскопульт размещают на расстоянии около 15 см от тестовой поверхности. Когда вы получите «лучший из возможных» результат это и будет рабочим давлением.
Работать с копиями известных брендов будет практически не реально, так как опытные мастера говорят, что добиться равномерного факела фактически не реально и в любом случае будут «плевки» краской и наплывы. Лучше не экономить на оборудовании и сразу купить приобрести хороший инструмент.
Настройка размера факела краскопульта
На самом деле максимально равномерное покрытие получается при работе с максимальным размером окрасочного факела. Чем шире распыляемое пятно правильной формы, тем более равномерный слой ЛКП вы получите в результате, это в частности обусловлено и меньшим количеством проходов и переходов между ними.
Существуют и исключения в этом вопросе. Например, если вы осуществляете локальную покраску, или же обрабатываете места изгибов, труднодоступные детали и прочее. В таких случаях размер факела нужно регулировать, подкручивая отвечающий за это винт на корпусе краскопульта.

Регулируем подачу лакокрасочных материалов
При полной покраске кузова авто или же отдельных его деталей, лучшим решением будет полностью открыть регулятор подачи краски. В случаях частичной обработки поверхности или работы с труднодоступными областями деталей можно корректировать подачу материала согласно выставленных вами требований.
Учтите, что при максимально открученном регуляторе краски будет минимальный износ сопла и иглы покрасочного пистолета
Выбор диаметра сопла
На работу краскопульта с различными типами материалов напрямую влияет такая деталь как сопло и его диаметр. Тут работает формула: чем гуще материал – тем дюзу больше размера нужно вкручивать на инструмент.

Часть производителей в технической документации даже указывают, какой размер сопла использовать для материалов с различной вязкостью. Мы предоставим вам, примерные характеристики, на которые можно ориентироваться.
- базовая краска (эмаль) – 1,3 – 1,4 мм.
- акриловые эмали и лаки – 1,4 – 1,5 мм.
- грунтовка – 1,5 – 1,8 мм.
- жидкая шпаклевка – 2 – 3 мм.
- резиносодержащие покрытия (антигравий) – 6 мм.
Каждый мастер выбирает тот размер сопла, с которым ему удобно работать. Ведь чем меньше дюза, тем меньший расход материала и на выходе будет тоньше слой, но работать нужно будет дольше. Если брать больший диаметр сопла, то возможны подтеки материала на поверхности, и без практики нанесения краски или лака новичку будет сложно избежать дефектов.
Тестирование краскопульта
После того как вы провели предварительные настройки, вам нужно протестировать полученный результат на черновой поверхности, перед тем как начать работать с кузовом авто.
Существует три основных теста, которые маляра проводят перед началом работ, чтобы проверить корректность работы инструмента, и при необходимости немного его откалибровать.
- Тест на правильность формы отпечатка факела.
- Тест на равномерность распределения материала в факеле.
- Тест на качество распыления.
Давайте пошагово разберем каждый из них.
Тест на правильность формы отпечатка факела
Для начала в качестве тренировочной поверхности обычно используют лист бумаги, для этого его закрепляют на стене, чтобы удобно было тестировать оборудование.

Далее процедура следующая:
- Узнайте рекомендуемое расстояние удаленности краскораспылителя от рабочей поверхности, а это для типов HVLP и LVLP 15 – 20 см, а для конвенциональных аппаратов около 20 см. Поднесите инструмент на такое расстояние.
- Направьте воздушную головку перпендикулярно листу и на 1 секунду зажмите спускной клапан.
- Проанализируйте форму полученного отпечатка от факела.
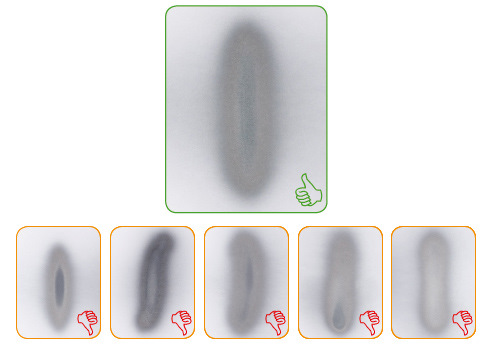
Чтобы оценить результат мы приведем изображения того как должно быть и как быть не должно.

В идеале должна получиться форма вертикально вытянутого овала с равномерно распределенной краской по всей площади, при этом края могут быть немного размыты. Не должно быть выпуклостей и впадин на боковых частях овала, а также краска должна распыляться без просветов.
Причиной нарушения формы или однородности пятна факела является неправильная регулировка, и вам нужно подогнать настройки краскопульта. Если вы заметили наплывы краски в центре пятна или на краях, то попробуйте прикрутить винт подачи материала. Если же форма факела имеет вид восьмерки, то уменьшите входное давление. Форму в виде банана пятно получает за счет того, что забился один из каналов воздушной головки пистолета.
Тест на равномерность распределения материала в факеле
Для этой процедуры вам нужно развернуть краскопульт в горизонтальное положение, и на чистый лист бумаги, подвешенный на стене начать распылять краску. Распылять нужно до тех пор, пока материал не начнет стекать по листу вниз. По скорости стекания и расстояния между ними можно судить о равномерности распределения краски по всей площади, наносимой факелом.

Пример образцов, по которым вы можете сориентироваться приведен ниже на фото.

Тест на качество распыления
Этот тест имитирует реальный процесс нанесения материала на деталь машины. Нужно зажать спускной рычаг и провести по горизонтали краскопультом закрашивания несколько листов бумаги. Вы сможете опробовать инструмент в работе, определиться с размером сопла, если слой очень тонкий или слишком много «поливает».

На этом настройка краскопульта для авто завершена и можно приступать к работе.
Видео об универсальной калибровке инструмента фирмы Walcom.
Выводы. С помощью такой настройки вы сможете подстраивать инструмент под различные типы краски и под лак, которые имеют разную вязкость состава. Старайтесь подходить к вопросу комплексно, проверяя все опции перед началом работ, и не экономьте на инструменте.
Видео настройки китайского пистолета девилбис.
Дополнительные полезные материалы
Настройка краскопульта Walcom.


Формы отпечатков факела и рациональность их использования.

На этом процесс настройки краскопульта завершен, и можно приступать к работе. Напишите в комментариях как вы проводите настройку своего покрасочного пистолета, и какие нюансы являются наиболее важными.
Манометр для краскопульта с регулятором: виды и эксплуатация
Удобство и качество покраски, выполняемой пневматическим краскопультом, во многом зависит от поступающего в него воздуха, а именно, его давления. Стабильность напора воздушного потока, задает форму факела и степень распыления смеси. Снижение давления, уменьшает размер факела и повышает зернистость подаваемого раствора. Для полного контроля подачи воздуха и эффективного использования краскопульта, к нему подключают специальное устройство – манометр, способный не только показать значение давления, но и отрегулировать его по требуемых пределов. Далее, мы познакомим Вас с принципом действия манометра, покажем его основные разновидности и объясним правили его использования.
Принцип действия
Устройства контроля и настройки давления, имеет множество вариантов исполнения, но так как нас интересует только манометр для краскопульта, будем рассматривать именно эту, общетехническую разновидность.

Главным элементом, определяющим силу давления, служит мембрана или трубчатая пружина. Чувствительные элементы частично закреплены в корпусе инструмента, но и имеют подвижную часть, расположенную на пути потока воздуха и соединенную со специальным трибко-секторным механизмом, отвечающим за вращение стрелки. Таким образом, вызванная деформация, позволяет нам определить силу оказываемого на деталь давления.


Говоря об окрасочном оборудовании, регулятор давления воздуха с манометром для краскопульта, практически всегда объединены в едином корпусе. В подобном типе устройств, используются редукторы поршневого типа с пружиной и диафрагмой. Подобный механизм используется, как на механических, так и на цифровых приборах.

Назначение регулятора давления
Главными и единственными функциями манометра с редуктором, являются показ значения текущего давления и его регулировка. Четкое понимание и возможность настройки данного параметра, очень важны при работе с любым пневматическим инструментом, и особенно, с аппаратом для покраски. Регулятор давления краскопульта, позволяет настроить факел распыления смеси, от которого, во многом, зависит весь ход работ. Разумеется, калибровка пульверизатора может производиться и без данного прибора, но только руками опытного матера и за длительный промежуток времени. Большинство маляров, выполняющих профессиональную покраску, всегда устанавливают манометр в рукоять своего пистолета, для быстрой и точной настройки.

Если не устанавливать регулятор давления на краскопульт, и полностью проигнорировать какую-либо регулировку воздушного потока, можно серьезно осложнить себе работу и снизить итоговое качество нанесенного слоя. Очень повезет, если выходное давление воздуха, выходящего из компрессора и проходящего по длинному шлангу, будет близко к оптимальным требованиям. Однако в большинстве случаев, такой удачи не бывает, и факел, либо приобретает форму восьмерки из-за избыточного напора, или хаотично наносит крупные капли краски из-за недостатка давления.

Сложно переоценить пользу манометра в краскопульте, так как этот компактный прибор значительно повышает эффективность эксплуатации. Рекомендуется использовать как в профессиональной деятельности, так и при любительской покраске, если хотите получить хороший результат.
Виды манометров
В эпоху технологий, появилось множество разнообразных измерителей. Современные устройства, могут измерять атмосферное, абсолютное, барометрическое, избыточное, дифференциальное и вакуумное давления. Манометр на краскопульт, показывает значение избыточного давления и относиться к группе общетехнических приборов. Наибольшей популярностью, за свою надежность и автономность, пользуются механические индикаторы, стрелочного типа. В качестве инновации, в индустрию аэрозольной покраски все активнее врываются и электронные приборы с цифровым дисплеем.

Если принцип работы механических измерителей, в целом, вызывает доверие, то надежность и точность электронных аналогов, остаются под вопросом. На самом деле, достоверность показаний в качественных моделях, имеет очень низкую погрешность (до 0.25%). Срок эксплуатации, при бережном отношении и правильном хранении, исчисляется десятками лет. Разумеется, не всем приборам посчастливилось быть собранными из качественных материалов по передовым канонам инженерной мысли, поэтому стоит заранее изучить репутацию производителя. Манометры образцового качества выпускаются под брендами SATA, DeVilbiss, INTERTOOL, STAR.

Делая выбор регулятора давления краскопульта, следует обратить внимание на диаметр резьбы его соединения, который может составлять 1/4 или 1/8 дюйма. Чтобы не использовать переходников, рекомендуется подбирать манометр с резьбой, соответствующей резьбе на рукоятке краскопульта и на конце воздушного шланга.

Оптимальное давление для краскопульта
Поняв принцип действия манометра с регулятором и четко определив его предназначение, можно смело приступать к эксплуатации. Как пользоваться данным устройством и какое выставлять давление для краскопульта для выполнения качественной покраски. В зависимости от конструкции пистолета (его системы распыления), значение располагается в весьма объемных пределах: от 1 бара до 5. Точные показатели рекомендуемого для работы давления, всегда указываются в техническом документе, на коробке и порой даже на корпусе самого пульверизатора.



Порой, узнать рекомендуемое давление для покраски краскопультом не выходит, по причине отсутствия документации и информации в интернете. Это распространено для дешевых, преимущественно безымянных, китайских моделей. В таких случаях, определить оптимальный напор воздуха, можно опытным путем, проведя несколько тестовых распылений. Факел правильно настроенного пистолета, имеет форму ровного, вытянутого овала, с равномерным распределением краски и легким размытием по краям.

Определить, какое давление нужно для краскопульта, в приблизительных значениях, можно исходя из его системы распыления. Самыми распространенными, на сегодняшний день, являются: HP (2.5-5 бар), HVLP (2.5-3 бара) и LVLP (2-2.5 бара). Более подробно о настройке пневматического краскопульта, мы рассказали в отдельной публикации.
Советы по работе с регулятором
Использование манометра с редуктором безусловно упрощает процесс покраски, но вместе с этим, влечет за собой некоторые нюансы. Чтобы избежать возможных неудобств, рекомендуется придерживаться следующих правил:
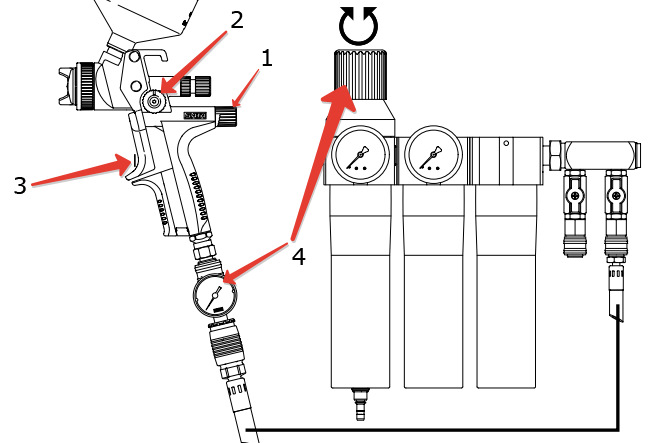
• Наилучшим местом крепления манометра, является рукоятка окрасочного пистолета. Если используется влагоотделитель, его рекомендуется устанавливать на нижнюю часть манометра с наружной резьбой. Делается это для получения более точных показаний, так как фильтр может снижать давление до 0.5 бар.

• Сочетание пульверизатора, манометра и отделителя влаги, образовывает весьма громоздкую конструкцию. Работать подобным аппаратом в труднодоступных местах не совсем удобно, поэтому его слегка модернизируют путем установки короткого (10-15 см) отрезка шланга между рукояткой и регулятором. Гибкий элемент позволяет орудовать в более тесных пространствах, без особого снижения давления.

• Если у Вас нет возможности использовать специальный манометр с регулятором давления для краскопульта, можно вычислить приблизительное давление по индикатору, встроенному в компрессор. В таком случае, необходимо учитывать снижение напора воздуха, проходимого через шланг и фильтр. Уменьшение давления в шланге, длиной 10 метров и диаметром 9 мм, будет составлять 0.6 бара. Если установлен фильтр, добавляем к этому значению ещё 0.3 — 0.5 бара. В итоге, если краскопульт требует 2.5 бара входного давления, на манометре компрессора необходимо довести это значение до 3.4 – 3.6 бара.
Правильная настройка краскопульта
При покраске различных поверхностей часто используют специальный пистолет, обеспечивающий равномерное распределение лакокрасочного слоя. Чтобы работы были выполнены качественно, нужно знать, как настроить краскопульт. Инструмент снабжен регуляторами, помогающими выбрать нужное давление, скорость и качество распыления.
- Система краскопульта
- За что отвечают регуляторы на корпусе
- Как настраивать инструмент
- Выбор размера факела
- Подача краски
- Нужный диаметр сопла
- Регулировка входного давления
- Встроенный манометр
- С помощью отдельного прибора
- Без измерителя давления
- Как настроить давление если рекомендуемые границы неизвестны
- Тестирование настроек
- Отпечаток факела
- Качество распыления
- Равномерность распределения краски
Система краскопульта

Устройство краскопульта включает следующие элементы:
- Корпус с несколькими ходами. Каналы предназначены для подачи красящего состава и сжатого газа и оснащены игольчатыми клапанами.
- Курок. Используется для управления клапанами. Конструкция этого элемента обеспечивает попеременную подачу сжатого газа и красящего средства.
- Подающее сопло. Помогает формировать облако краски нужных размера и формы.
- Бак для лакокрасочного состава.
- Регулировочные болты. Помогают изменять давление воздуха, расход краски, размер пятна распыления.

По давлению воздуха системы распыления краски делятся на 3 типа:
- Конвенциональные. Отличаются наиболее высоким давлением воздуха.
- HVLP. Вмещают большое количество воздуха, находящегося под небольшим давлением.
- LVLP. Небольшой объем газа имеет малый коэффициент сжатия.
Последние 2 типа краскопультов считаются более безопасными и эффективными.
За что отвечают регуляторы на корпусе
К часто используемым в процессе работы регуляторам относятся:
__150x94.png) Ручка изменения формы факела. Находится в боковой части прибора. Некоторые производители краскопультов размещают рычаг в других местах.
Ручка изменения формы факела. Находится в боковой части прибора. Некоторые производители краскопультов размещают рычаг в других местах.
Этот элемент позволяет регулировать форму и размер облака краски, выходящей из сопла.
Как настраивать инструмент
При настройке краскопульта правильно выставляют давление воздуха, отвечающее за размер облака, расход красящего состава, равномерность покрытия.
Выбор размера факела
Качественное и быстрое окрашивание возможно при выборе наибольшего размера факела краскопульта. Чем шире и равномернее распыление, тем быстрее будет обработана поверхность. При частичной покраске регулятор ширины факела выставляют в среднее или минимальное положение. Наибольший размер облака получают при достаточном объеме лакокрасочного материала (ЛКМ) в резервуаре, увеличенном расходе воздуха.
Подача краски
При выполнении стандартных ремонтных работ (таких как окрашивание кузова, стен или других больших поверхностей) винт подачи материала выставляют в максимальное положение. В большинстве случаев ручку вращают 3-4 раза. Сопло открывается полностью.
При такой подаче красящего состава рабочие детали краскопульта изнашиваются медленнее.
Нужный диаметр сопла
Правильный выбор размера сопла позволяет добиться равномерного распыления краски различной густоты. Чем больше вязкость состава, тем шире отверстие. Производители ЛКМ указывают, каким должен быть размер сопла для данного состава.
Опытные маляры руководствуются следующими параметрами:

- Стандартные эмали. В этом случае используют сопла диаметром 1,3-1,4 мм. При распылении светлых составов используют каналы сечением 1,3 мм.
- Акриловые краски, прозрачные лаки. Рекомендованный диаметр сопла – 1,4-1,5 мм.
- Грунтовочные жидкие составы. В этом случае выходное отверстие должно иметь сечение 1,3-1,5 мм.
- Проникающие грунтовки. Распыляются краскопультами с диаметром сопла 1,7-1,8 мм.
- Жидкие штукатурки. Рекомендованный диаметр выходного отверстия – 2-3 мм.
- Антигравийные составы. Подобный материал распыляют с помощью сопла размером 6 мм. Такая насадка не входит в комплект краскопульта, ее приобретают отдельно.
Диаметром сопла определяются размер факела, расход краски. Окрашивать крупные детали автомобиля инструментом с узким каналом сложно. Даже при максимальной подаче краски пропускной способности будет недостаточно для распыления вязкого состава. Увеличение диаметра сопла на 0,2 мм повышает скорость распыления на 30%.
Регулировка входного давления
Чтобы правильно настроить инструмент, необходимо знать, какое давление нужно для краскопульта. Рекомендованные значения указаны в инструкции по эксплуатации. Настраивают прибор с помощью регулятора с манометром, расположенного возле рукоятки. При перемещении воздуха по инструменту часть давления теряется. Подключенный к рукоятке регулятор позволяет правильно выбрать параметр.

Встроенный манометр
Выбор параметров в этом случае не вызывает затруднений.
Если краскопульт снабжен встроенным электронным манометром, его настраивают так:
- полностью открывают винт регулировки ширины факела;
- нажимают на ручку распылителя;
- устанавливают требуемое давление, используя регулятор объема воздуха.
С помощью отдельного прибора
Настройку окрасочного пистолета с отдельным манометром выполняют так:
- Выставляют винты изменения размера облака и скорости воздушного потока в максимальное положение. Скорость распыления лакокрасочного состава при этом неважна.
- Надавливают на курок краскопульта так, чтобы распылитель начал подачу сжатого газа. Поворачивая регулировочный винт на манометре, выбирают нужное входное давление. Рекомендованный для конвенционального краскопульта параметр – 3-4 бар. Для приборов с низким входным давлением это значение будет составлять 1,5-2 бар.
- Выставляют регулятор подачи краски в максимальное положение. Удостоверившись, что все винты находятся в правильном положении, а вязкость состава соответствует нормальным значениям, приступают к тестированию.
Без измерителя давления
При настройке инструмента учитывают такие моменты, как:
- Давление в нормальном, незагрязненном фильтре должно составлять 0,3-0,5 атм. Если деталь засорена, рекомендованное значение увеличивается в 4-5 раз.
- Часть давления теряется при перемещении воздуха по шлангу. Параметр снижается на 0,6 атм.
Для подготовки прибора к работе нужно выставить винт подачи газа в максимальное положение. После этого открывают регулятор размера облака, нажимают на рычаг распыления. Устанавливают давление на редукторе, учитывая потери.
Как настроить давление если рекомендуемые границы неизвестны
Если инструмент не имеет никаких маркировок и инструкции по настройке, необходимые параметры выбирают экспериментальным путем. В резервуар заливают лакокрасочный состав стандартной густоты, выставляют регуляторы в максимальное положение, вращением ручек добиваются нужного размера облака на расстоянии 15 см от окрашиваемой поверхности. Зарегистрированное при этом давление считается оптимальным.
Следуя этим рекомендациям, более точно настроить прибор мастер не сможет. Для получения широкого облака требуется больший объем воздуха. Краскопульт нужно подключать к мощному компрессору, выдающему высокое выходное давление. Это ухудшает качество нанесения базовых красящих составов, содержащих алюминиевое зерно.
Тестирование настроек
Существует 3 способа, позволяющих оценить правильность выбранных установок:
- определение плотности покрытия;
- оценка вида отпечатка облака;
- определение равномерности распыления ЛКМ на поверхность.
Отпечаток факела
Для тестирования инструмента понадобится картон или бумага. Подойдет тонкая древесина, закрепленная на вертикальной поверхности.

Бачок для краски заполняют, после чего производят такие действия:
- Открывают все регулировочные ручки. Проверяют вязкость лакокрасочного состава.
- Подносят сопло к окрашиваемой поверхности. Рекомендованное расстояние для краскопультов высокого давления 25 см, низкого – 10-15 см.
- Устанавливают ось распылителя под прямым углом к поверхности. Коротко нажимают на курок, осматривают полученный отпечаток.
Тестирование выполняют перед каждым окрашиванием. При правильной настройке краскопульта пятно имеет овальную форму с незначительным размытием границ. Краска равномерно покрывает тестовую поверхность. Боковые стороны пятна не должны иметь выступающих элементов. Если отпечаток отличается от эталона, давление выбрано неправильно. Если в центре пятна обнаружено затемнение, скорость подачи ЛКМ уменьшают. Удлиненная форма свидетельствует о засорении канала воздушной головки.
Качество распыления
Распылитель ведут вдоль тестового листа с одинаковой скоростью. О качестве распыления свидетельствует расположение капель в полученной полосе. Не стоит пытаться достичь появления небольших частиц равного размера. Форма капель зависит от давления воздуха и типа пигмента.
Появление маленьких частиц в отпечатке считается нормальным. Размер капель может уменьшаться по направлению к периферии пятна.
Равномерность распределения краски

Сопло или сам инструмент поворачивают так, чтобы получался горизонтальный отпечаток облака. Курок нажимают и удерживают, пока пятно не начнет растекаться по поверхности. Отслеживая характер течения краски и изменение расстояния между потеками, делают выводы о качестве распыления. Лакокрасочный материал должен наноситься равномерно или с незначительным затемнением в центре пятна.
Как самостоятельно настроить и отрегулировать краскопульт
Краска распыляется на поверхность равномерно и качественно, если надежно и без перебоев работает краскопульт. Для этого перед началом окрашивания проводится настройка краскопульта.
Процесс разбивается на 4 этапа: подготовка ЛКМ, контроль за размером факела, установка давления, настройка подачи краски.
Неправильно работающий краскопульт наносит неравномерный слой, с подтеками и наплывами, покрытие долго сохнет. Вот почему регулировка краскопульта важна.
Установка рабочих параметров краскопульта
Перед тем как настроить краскопульт нужно развести отделочный материал. От правильности проведения этого этапа зависит эффективность работы механизма, качество отделки поверхности. По инструкции от производителя ЛКМ перемешивается с активатором, с соблюдением пропорций. Иногда требуется растворитель. Уже после этого проверяется работоспособность устройства, на сколько ровно ложится отделочный слой.

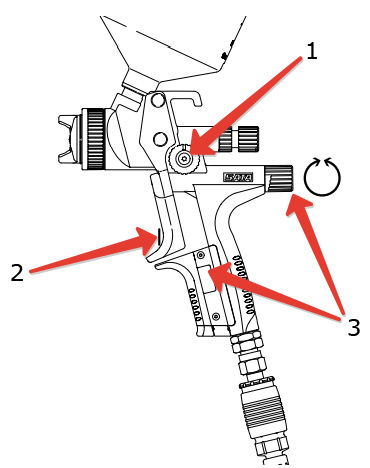
На корпусе краскопульта имеется два, встречаются модели с тремя винтами для регулировки:
- сверху или сбоку – винт регулирует аэрозольного факела по размеру и форме;
- количество красителя, которое подается в сопло соответствует диапазону перемещения иглы – работа второго регулятора;
- контролируется подача воздушных масс в распылитель третьим винтом. Он есть не у всех моделей.
Важно: настройка подразумевает достижение оптимального соотношения «материал-воздух». Такой баланс и дает идеальную форму факелу, что в свою очередь позволяет равномерно наносить состав на поверхность.
Установка на входе устройства давления
Краскопульт, инструкция которого регламентируется производителем, имеет нормативное входное давление.

Идеальный вариант настройки давления на входе – это наличие встроенного манометра и регулятора. Последний присоединяется к рукоятке инструмента. Так учитываются потери магистрального давления (до 1 бара). На длинном воздуховоде много изгибов. Это увеличивает потери давления. Потери больше, если есть фильтры и влагомаслоотделители.
Совет: настройка краскопульта для начинающих сводится к установке регулятора максимально близко к рукоятке прибора. Тогда его настройка будет точной и быстрой.
Контроль с встроенным манометром и регулятором
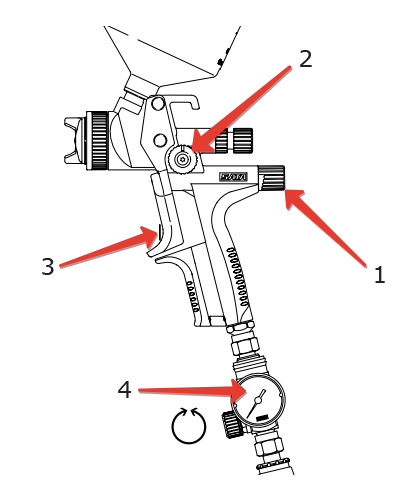
Без сложностей осуществляется регулировка краскопульта с верхним бачком, при наличии регулятора и манометра:

- винт-регулировка №1 (подача воздушных масс) откручивается полностью;
- винт №2 (контроль факела по форме и размеру) выкручивается;
- курок №3 нажимается, когда винты выкручены. Двигается воздух;
- на манометре №4 фиксируется показатель, который рекомендуется производителем. Для этого поворачивается винт давления.
Электронная модель манометра
Настройка устройства с электронной встроенной моделью манометра совсем простая:
- факельный регулятор открывается на максимум;
- вдавливается курок;
- электронный манометр фиксирует значения давления на входе в устройство, в этот момент проворачивается винт воздуха. Останавливаться нужно на показателях, рекомендуемых производителем.
Есть манометр, но нет регулятора
Задействуется редуктор компрессора, если на рукоятке распылителя вмонтирован манометр, но нет регулирующего винта:

- винт воздуха открывается максимально;
- винт факела открывается на 100 %;
- нажимается курок, и начинается движение воздуха в пистолет;
- давление регулируется редуктором, он есть на выходе компрессора. Показатели проверяются на манометре.
Манометр отсутствует
Настройка работоспособности без манометра возможна. Используется редуктор компрессора с учетом потерь магистрального давления.
Важно: эффективно работающий фильтр снижает давление на 0,3-0,5 атм., 0,6 атм. – потери в воздушном шланге длинной 10 метров и с диаметром по внутренним стенкам 9 мм. Это учитывается перед тем как настроить краскопульт для покраски без манометра.

- открывается подача воздуха;
- откручивается винт регулировки ширины аэрозольного факела;
- курок нажимается для подачи воздуха;
- учитывая показатели магистральных потерь, задействуется редуктор на выходе компрессора, выставляется давление. Остановка на цифре на 0,6 бар больше от рекомендуемой, если к установке вмонтирован 10-метровый шланг с диаметром внутри 9 мм. Чтобы данные были еще точнее, считается количество фильтров между распылителем и компрессорной установкой.
Нет данных о производителе краскопульта
Экспериментальным путем устанавливается входное давление, если нет инструкции к прибору, нет данных о производителе.
- В бачок заливается стандартной вязкости краска.
- Все регуляторы откручиваются.
- Добившись чтобы отпечаток факела стал равномерным, регулирующим винтом на манометре устанавливается «экспериментальное» давление. Распылитель держится на 15 см расстоянии от тестированной поверхности. Это и есть рабочее давление этого устройства.
Важно: дешевые устройства для распыления или не имеющие данные о происхождении часто работают при высоком расходе воздуха (больше 200 л мин.). Поскольку не каждая модель компрессора выдает такой объем сжатого воздуха, то и качество покраски будет хромать.
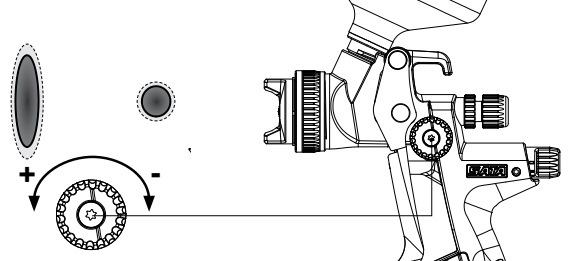
Регулирование состояния факела
Состояние факела – это один из важных факторов эффективного окрашивания поверхности при работе с краскопультом. Маленький расход КМ и его равномерное нанесение обеспечивается большим факелом, высокой плотностью аэрозоля. Если нужно покрасить небольшой предмет или труднодоступное место, то нужен небольшого размера факел.

Регулирующий винт факела поворачивается к «+» для его увеличения, к «-» для уменьшения.
Во многих ситуациях винт открывается максимально.
Подача отделочного материала
Нанесение различных отделочных материалов, в том числе и ЛКМ, проводится при их максимальной подаче. Это указывает на то, что регулятор подачи материала открывается полностью. Винт прокручивается на 3-4 оборота. Сопло откроется, когда курок вдавленный.

Диаметр сопла
Перед тем как отрегулировать краскопульт подбирается по диаметру сопло. Учитывается консистенция массы для отделки. Для работы с различными материалами необходим разный диаметр сопла.
| Отделочные составы | Размер сопла |
| Эмалевые материалы | от 1,3 до 1,4 мм; светлые тона – 1,3 мм |
| Эмаль-акрил, бесцветный лак | от 1,4 до 1,5 мм |
| Первичные грунты в жидком состоянии | от 1,3 до 1,5 мм |
| Наполнители-грунты | от 1,7 до 1,8 мм |
| Шпаклевочные составы в жидком состоянии | от 2,0 до 3,0 мм |
| Покрытия с антигравийными качествами | 6,0 мм для распылителя с антиграв. материалов |
Базовые поломки
Как и большинство инструментов краскопульты ломаются. Поломок, характерных для большинства моделей, не много.
Распылитель не выдает краску
Существует три ситуации, исправив которые можно продолжить работу:
- Давление воздуха на предельно низком уровне во всей системе. Регулировка компрессора исправит ситуацию.
- Засоренность иглы и сопла останавливает подачу ЛКМ. Без разборки устройства и очистки элементов распылитель работать не будет.
- Поврежденная игла и сопло только заменяются.

Подача КМ урывками
Пять неисправностей заставляют распылитель плеваться:
- Воздушная головка ослаблена. Элемент затягивается.
- Нет соотношения давление воздуха и консистенции КМ. Регулируется соответствие показателей между собой.
- Повышенная вязкость ЛКМ. Краска разбавляется до нужной консистенции.
- На бачке с КМ забивается сапун. Снимается пробка и отверстие тщательно чистится.
- В ресивере давление упало и не доходит до нормативных показателей. Для устранения причины настраивается компрессор: фиксируется нижнее давление, которое приемлемо для работоспособности пистолета.
Смещение от центра факела
Уходит в сторону факел красителя:
- На воздушной головке забиты отверстия сбоку. Они чистятся, если снять головку.
- Если отверстия повреждены, то головка меняется.
Нарушена симметричность факельных пятен
- Поврежденное сопло и на воздушной головке отверстие по центру – без замены их проблема не решится.
- Засоренное сопло и отверстие по центру на воздушной головке чистятся, детали снимаются.

Способы изготовления краскопульта своими руками

Промывка краскопульта после покраски

Как правильно пользоваться ручным краскопультом

Нюансы выбора краскопульта для водоэмульсионной краски

Правила применения краскопульта и преимущества метода