Метод оксидирования стали представляет собой действия, направленные на образование на поверхности металла оксидной пленки. Задача оксидирования в создании покрытий, которые будут нести декоративную и защитную функции. Кроме того, с помощью оксидирования образуются диэлектрические покрытия на конструкциях из стали.
Содержание:
- Особенности оксидирования
- Химический способ
- Анодное оксидирование
- Особенности плазменного и термического процессов
- Самостоятельное оксидирование
- Защита титана и его сплавов
- Защита поверхностей из серебра
- Защита поверхностей из латуни
Особенности оксидирования
Существует несколько способов оксидирования:
- химический;
- плазменный;
- термический;
- электрохимический.
Химический способ
Химическое оксидирование означает обработку поверхностей специальными расплавами, нитратными, хроматовыми растворами, а также другими окислителями. В результате, удается повысить антикоррозийные качества металла. Такие мероприятия проводятся с использованием кислотных или щелочных составов.
Щелочное оксидирование осуществляется при температурах 30-180 градусов. Основной компонент составов — щелочи, а окислителей добавляется совсем немного. После процедуры детали промывают и высушивают. Иногда после оксидирования проводится промасливание.

Кислотное оксидирование проводится с применением нескольких кислот (ортофосфорная, соляная, азотная) и небольших количеств марганца. Температурный режим процесса — 30-100 градусов.
Химическое оксидирование перечисленных разновидностей дает возможность получить пленку неплохого качества. Хотя нужно заметить, что электрохимический способ позволяет получить изделия более высокого качества.
Холодное оксидирование (чернение) также относится к химической методике. Осуществляется окунанием детали в раствор с дальнейшей промывкой, сушкой и промасливанием. В результате, на поверхности образуется кристаллическая структура с наличием фосфатов и ионов. Особенностью технологии являются относительно низкая рабочая температура (15-25 градусов по Цельсию).

Достоинства чернения в сравнении с горячим оксидированием:
- детали лишь незначительно меняют свои размеры;
- более низкий уровень потребления энергии;
- высокий уровень безопасности;
- нет испарений;
- изделия имеют более равномерный цвет;
- методика позволяет оксидировать даже чугун.
Анодное оксидирование
Электрохимическое оксидирование (анодная методика) проводится в жидкой или твердой электролитной среде. Такой подход позволяет получить пленки высокой прочности таких видов:
- покрытия с тонким слоем (толщина — 0,1-0,4 мкм);
- устойчивые к износу электроизоляторы (толщина — 2-3 мкм);
- защитные покрытия (толщина 0,3-15 мкм);
- особые эмалевидные слои (эматаль-покрытия).
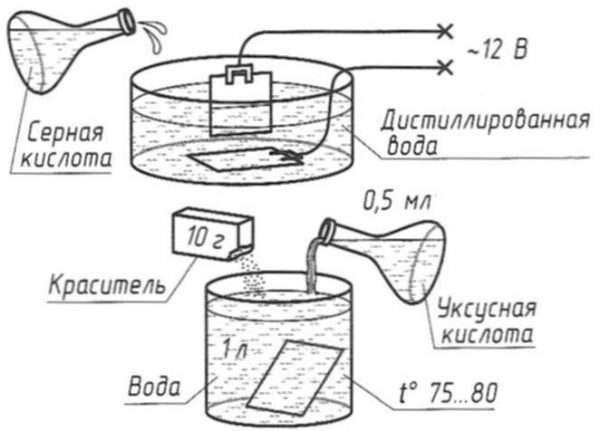 Схема анодирования алюминия
Схема анодирования алюминия
Анодирование поверхности окисляемой детали проводится на фоне положительного потенциала. Подобную обработку следует осуществлять, чтобы защитить части микросхем, а также создать на полупроводниках, стали, металлических сплавах диэлектрический слой.
Обратите внимание! В случае надобности, анодирование можно провести самостоятельно, однако необходимо четко придерживаться правил техники безопасности, поскольку в работе применяются агрессивные элементы.
Частный случай электрохимического оксидирования — микродуговое оксидирование. Методика дает возможность добиться уникальных декоративных свойств. Металл обретает дополнительную устойчивость к теплу и стойкость к коррозийным процессам.
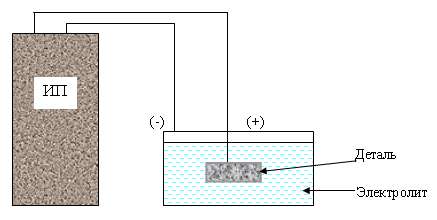 Схема микродугового оксидирования от источника питания
Схема микродугового оксидирования от источника питания
Микродуговой метод отличается применением импульсного или переменного тока в слабощелочной электролитной среде. Таким образом, удается получить толщину покрытий в районе 200-250 мкм. Готовое изделие после обработки становится схожим по внешнему виду с керамикой.
Микродуговое оксидирование можно осуществить и самостоятельно, однако понадобится соответствующее оборудование. Особенность процесса состоит в его безопасности для здоровья человека. Именно этот факт обуславливает все большую популярность методики среди домашних умельцев.
Особенности плазменного и термического процессов
Термическое оксидирование означает возникновение оксидной пленки в среде водяного пара или другой содержащей кислоту атмосфере. При этом процесс характеризуется высокой температурой.
Самостоятельно выполнить такую операцию не представляется возможным, поскольку понадобится специальная дорогостоящая печь, где металл разогревается до 350 градусов. Однако в данном случае речь идет о низколегированных сталях. В случае же среднелегированных и высоколегированных сталей, температура должна быть еще выше — в районе 700 градусов. Общая продолжительность оксидирования по термической методике — порядка одного часа.

Также не получится воспроизвести дома и плазменный процесс. Такое оксидирование осуществляется в низкотемпературной кислородосодержащей плазме. Сама плазменная среда возникает благодаря СВЧ и ВЧ разрядам. Иногда задействуется постоянный ток. Особенность технологии — высокое качество получаемой продукции. Поэтому плазменное оксидирование используется для создания качественных покрытий на особо ответственных изделиях, к числу которых относятся:
- поверхности из кремния;
- полупроводники;
- фотокатоды.
Самостоятельное оксидирование
Описываемый здесь способ создания защитного покрытия на изделиях из стали доступен каждому. Вначале деталь зачищается и полируется. Далее с поверхности нужно убрать окислы (произвести декапирование). Декапируют деталь в течение минуты с помощью 5%-ного раствора серной кислоты. После окунания, деталь нужно промыть в теплой воде и перейти к пассивированию (5-минутное кипячение в растворе литра обычной воды с разведенными в ней 50 граммами хозяйственного мыла). Таким образом, поверхность подготовлена к процедуре оксидирования.

Последовательность дальнейших действий:
Через 1,5 часа деталь можно извлекать — оксидирование закончено.
Защита титана и его сплавов
Как известно, титан отличается невысокой устойчивостью к износу. Оксидирование титана и сплавов на его основе повышает их антифрикционные качества, улучшает устойчивость металла к коррозии.

В результате нанесения защитного слоя, на металле образуются толстые оксидные пленки (в диапазоне 20-40 мкм), обладающие повышенными абсорбционными качествами. Конструкции из сплавов титана обрабатывают при температуре 15-25 градусов в растворе, включающем 50 граммов серной кислоты. Плотность тока составляет 1-1,5 Ампера на квадратный дециметр. Длительность процедуры — 50-60 минут. Если плотность тока превышает 2 Ампера на квадратный дециметр, продолжительность процесса уменьшается до 30-40 минут.
Во время нанесения защитного слоя, первые 3-6 минут поддерживается рекомендованная плотность тока, а напряжение в это время увеличивается до 90-110 В. По достижению данного показателя, плотность тока снижается до 0,2 Ампера на квадратный дециметр. Продолжается оксидирование без регуляции тока. В ходе процесса электролит перемешивается. Используются катоды из свинца или стали.
Защита поверхностей из серебра
Оксидирование серебра — это способ обработки серебряных изделий, в ходе которого происходит химическая обработка поверхности сернистым серебром. Толщина слоя приблизительно 1 мкм. Процедура осуществляется в растворах сернистых составов. Самым распространенным раствором считается серная печень.
В результате обработки серебро получает состаренный вид. Его цвет — от светло-серого до черного или коричневого. При этом на интенсивность цвета влияет толщина нанесенного слоя. Отрегулировать цвет можно в ходе полирования металла — выпуклости становятся светлыми, а впадины — остаются более темными. Контрастность позволяет подчеркнуть рельеф изделия. Оксидированное серебро иногда путают с черненным, хотя методика обработки поверхности в этих случаях отличается.

Защита поверхностей из латуни
Оксидирование изделий из латуни и бронзы указывает на то, что параметры оксидных пленок и расцветка поверхностей во многом зависят от составляющих этих сплавов. Например, при равных количествах в бронзовом металле цинка и олова, оксидная пленка образуется с трудом, однако при добавлении свинца качестве оксидной пленки резко возрастает. При обработке латуни сульфидом аммония сплавы с большим уровнем цинка поддаются оксидированию труднее, чем латунь, содержащая не больше 10% цинка.

Используемая издавна рецептура на основе, так называемой серной печени, ныне видоизменена: теперь после растворения кристаллов в нее добавляют сульфид аммония. Исходя из количества раствора можно получить разный цвет оксидной пленки: от светло-коричневого до темного коричневого или даже черного. Причем пленка получается отменного качества и равномерной расцветки.
Также, для обработки сплавов может использоваться 10% раствор тиокарбоната. Однако используется раствор только для латуней и бронз с низким содержанием цинка.
Еще один способ защиты поверхности бронзы и придания ей привлекательного вида — обработка тиоантимонатом натрия. В результате, получается равномерно покрытая пленка с красноватым оттенком.
Оксидирование — процесс, требующий глубокого знания химико-физических процессов и, как правило, дорогостоящего оборудования. Однако наиболее простая технология нанесения защитной пленки доступна каждому, достаточно выполнить несложную инструкцию, описанную в этой статье.
Обзор методов оксидирования стали: в общих чертах

Под оксидированием стали понимают процедуру создания на металлических поверхностях оксидной пленки. Данная операция проводится для образования декоративных и защитных покрытий, а также специальных диэлектрических слоев на стальных изделиях.
Методы обработки металла
Оксидирование металла осуществляется несколькими способами: химическим, плазменным, термическим и электрохимическим. Каждый из них имеет свои преимущества и особенности. Некоторые методы оксидирования стали требуют специальных условий и технологий, растворов с редкими составляющими.
Химический
Химическое оксидирование стали предполагает ее покрытие оксидирующим веществом. Обычно это расплав, нитратный раствор или специальный окислитель. Химический способ обработки материала позволяет сохранить высокую сопротивляемость к коррозии и ржавчине. Такое оксидирование предполагает особенности – работа осуществляется при низких и высоких температурах. В любом случае изделие опускают в раствор из окислителя и щелочи. Потом деталь моют, сушат и маслят.
Химическое оксидирование алюминия придает данному материалу разноцветную окраску. Такие же цветовые переливы получает и сталь.
Электрохимический
Электрохимическое оксидирование по-другому называют анодирование, так как проводится по методу электролизного принципа. По электрохимическому принципу сталь обрабатывается в жидких или твердых оксидных растворах.
Электрохимическим способом можно получить покрытие с тонким слоем, электроизоляторы, защитные покрытия, эмалевидные слои. В результате электрохимического способа покрытие на поверхности детали получается прочным и долговечным.
Существует и электрохимическая процедура – микродуговое оксидирование. Используется для придания металлу декоративных характеристик.

На видео: электрохимическое оксидирование в растворе щёлочи.
Термический
Термическое оксидирование происходит за счет формирования специальной атмосферы с кислотной средой. При термическом воздействии используется специальная печь с высокой температурой. Такую обработку нельзя выполнить самостоятельно, так как для сталей используется высокая температурная черта. В результате создается прочная пленка, которая долго держится. Термический метод считается самым простым и распространенным среди всех остальных.

Плазменный
Плазменному оксидированию нет аналогов. Оно не сравнимо с термическим оксидированием, хотя и присутствуют общие технологии обработки. Термическое оксидирование выполняется при высоких температурных режимах, а плазменное при низких. Однако что термическое оксидирование, что плазменное, производятся благодаря специальному оборудованию, то есть процедуры выполняются в печи. Для нержавеющей стали – это самый подходящий вариант обработки.
Достичь оптимального уровня защиты можно при использовании правильного оксидного вещества. Если технологии отделки будут выполнены в соответствии с инструкциями, то эксплуатационный период металла увеличится в несколько раз.

Оксидирование своими руками
Делать защитное покрытие в домашних условиях проще всего по старинному рецепту. Для этого стальной предмет следует очистить от всех видов загрязнений, протравить в слабом растворе кислоты. Любое оставшееся пятно будет препятствовать процессу оксидирования стали.
- Нагреть конструкционную сталь до 300 ⁰C. Легированные и углеродистые стали требуют более высоких температур. Чем больше легирующих элементов, тем сильнее следует греть.
- Опустить горячую заготовку в льняное масло на 8–18 минут.
- Для получения плотного слоя, надежно защищающего сталь от ржавчины, и создания изоляционного слоя, процедуру следует повторить 4–6 раз.
Каленые стали при нагреве до температуры выше 300 ⁰C могут отпуститься – стать мягче. Поэтому металл после закалки греют индуктором токами ТВЧ до 250–280 ⁰C. Если нет возможности нагреть только поверхность заготовки, температуру снижают до 220–250 °C, увеличив количество нагревов и погружений.
Льняное масло использовали в прошлые века. Сейчас его можно заменить веретенным, широко применяемым для закалки стали.
Оксидирование стали – интересный процесс. С его помощью можно самостоятельно защитить от коррозии небольшие изделия, крепеж в автомобиле и других устройствах.
Какой метод больше всего понравился нашим читателям и что они готовы применить на практике? Нам интересно ваше мнение.
Поиск записей с помощью фильтра:
Оксидирование в домашних условиях
Процедуру можно произвести и в домашних условиях, при этом качество покрытия ничем не будет уступать заводским или фабричным аналогам. Воронением может заняться любой человек, у которого есть в наличии щелочь и окислитель. С помощью таких компонентов производится самое элементарное химическое оксидирование.
Естественно, оксидированный в домашних условиях материал будет уступать своими защитными характеристиками, но значительно повысится его устойчивость в сравнении с первоначальными условиями. Кроме основных особенностей и эстетическая составляющая может значительно пострадать.

Алгоритм домашней обработки:
- Сначала поверхность изделия полируется. Нужно убрать все инородные проявления и налет. Очистка должна быть тщательной и равномерной.
- Производится декопирование с помощью раствора серной кислоты. Лучше использовать 5%-й состав. Изделие помещается в раствор на одну минуту.
- Необходимо вытащить деталь из кислоты и промыть ее в кипяченой, слегка теплой воде. Процедуру при необходимости проделать несколько раз.
- После производится пассирование. Деталь помещается в воду с небольшим количеством хозяйственного мыла. Прокипятить изделие в течение нескольких минут.
- В эмалированную посуду, которая не имеет никаких нарушений поверхности, заливается вода. Сюда добавляется примерно 50 грамм едкого натра.
- Аккуратно уложить изделие в емкость так, чтобы она была полностью покрыта раствором. Нагреть содержимое до 150 градусов. Кипячение производится около двух часов. Может потребоваться и больше времени. Все зависит от температуры нагрева. Только потом завершается процесс обработки.
- Далее нужно выложить изделие на ровную поверхность и дать ему остыть. Желательно ограничить площадь соприкосновения элемента с поверхностью. Если изделие поменяло цвет, то металл поддался воронению.

Оксидированные детали существенно изменяют внешний вид и характеристики. Такое воронение соответствует химическому типу покрытия, которое наносится в заводских условиях.
Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Добавление в электролит растворов для окрашивания позволяет создавать изделия из металла с поверхностями разных цветов.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
3 Тонкости термического и плазменного оксидирования
Термический процесс подразумевает, что оксидная пленка формируется на стали в атмосфере водяного пара либо иной кислородсодержащей среде при достаточно высоких температурах. В домашних условиях такую операцию не выполняют, так как она требует использования специальных печей, в которых железо либо низколегированные стали нагревают примерно до 350 градусов.

Если же речь идет об обработке средне- и высоколегированных сталей, температура в печи и вовсе должна равняться 650–700 градусам. Общая длительность термического оксидирования, как правило, составляет около часа.
Практически нереально выполнить в домашних условиях и плазменное оксидирование. Оно производится в низкотемпературной плазме, содержащей кислород. Плазменная среда при этом создается обычно посредством ВЧ- и СВЧ-разрядов, реже применяются разряды постоянного тока. Качество получаемых защитных пленок оксидов при плазменном процессе очень высокое. Поэтому его применяют для нанесения покрытий на ответственные детали:
- кремниевые поверхности;
- полупроводниковые изделия;
- фотокатоды.

5 методов оксидирования стали: можно ли применить их в домашних условиях
Оксидирование стали — процесс образования неактивной защитной пленки на поверхности металла. Подробное знакомство с тонкостями проведения процедуры, поможет разобраться какую из них можно выполнить самому.

Промышленные способы
Образование оксидной пленки на металлических поверхностях требует соблюдения определенных условий, применения специальных реагентов и растворов. В промышленных масштабах проведение работ осуществляется согласно существующим технологиям.
Химический способ оксидирования стали
Процесс основан на прохождении окислительно-восстановительной реакции. Защитный слой образуется под действием щелочей и солей кислот, выступающих в роли окислителей. Обработка изделий проводится при высоких и низких температурных режимах.
Горячий метод
Образование пленки осуществляется щелочным или кислым способом. В отсутствие щелочей процесс протекает 30 минут при температуре 98 – 100°C. Реагентом служат смеси, состоящие из фосфорной кислоты и азотнокислых солей кальция или бария. Защитная пленка, образуется из оксида железа и фосфатов.
Щелочное химическое оксидирование проводится в горячих растворах щелочей с окислителями. Изделия выдерживаются в них от 10 до 60 минут при температуре 135-145°C . Состав металла влияет на толщину оксидной пленки и скорость ее образования. Малоуглеродистые стали вступают в реакцию медленнее высокоуглеродистых сортов. Поэтому растворы для их обработки содержат большое содержание щелочи.

Холодный метод
Чернение осуществляется путем погружения стали в раствор при 15-25 °C. С развитием современных технологий в процессе холодного оксидирования стали применяться неагрессивные, водорастворимые концентраты, не имеющие запаха. Благодаря этому холодный способ приобрел ряд преимуществ.
- Метод подходит для деталей из разных видов сталей и чугунов: углеродистых и легированных, холодного и горячего проката, после ковки или штамповки и порошковых металлов.
- Отсутствуют затраты на разогрев ванны и поддержание температурного режима, приобретение и установку контрольно-измерительных приборов и мощной вентиляции помещений.
- Сохраняются размеры и прочностные характеристики обрабатываемых деталей.
- Отсутствует темный легко удаляемый налет и улучшается товарный вид. Обрабатываемые поверхности приобретают насыщенный черный цвет.
- Высокий уровень антикоррозионной защиты.
- Увеличивается производительность за счет сокращения времени на оксидирование с 30 минут до 55 секунд.
- Корректировка концентрации рабочего раствора не требует остановки процесса.
После образования защитного слоя изделия хорошо промываются, сушатся и подвергаются промасливанию. Обработка маслом повышает антикоррозионные свойства, износостойкость покрытия и придает ему насыщенный черный цвет. Оксидное покрытие, не пропитанное маслами покрывают краской.
Анодное оксидирование стали
В основе метода лежит электрохимическая реакция. Образование оксидного слоя происходит благодаря анодной поляризации в жидких или твердых электролитах. В отличие от гальванической обработки при анодировании не применяются вспомогательные составы на основе цинка и хрома. Пленка образуется из элементов, входящих в состав обрабатываемой поверхности. Электрохимический способ поддается регулировке. Это позволяет создать прочное покрытие с одинаковой толщиной по всей площади.
Данная технология подходит для поверхностей с высокой адгезией. В результате анодирования получают два вида оксидных слоев. При использовании кислых электролитов образуется пористая пленка. На нее впоследствии наносят лакокрасочное покрытие. В нейтральных растворах получается барьерная защита, не требующая дополнительной обработки.

Способы анодирования
При проведении электрохимического оксидирования учитывается сорт стали и состав сплава. Создание защитного слоя проводится несколькими способами.
Теплый метод. Его можно отнести к подготовительному этапу, за которым последует дополнительная обработка. При температуре в пределах 50°C образуется пористая поверхность. Прочность и антикоррозионную стойкость она приобретает после нанесения слоя краски.
Холодный метод. Для поддержания температурного режима в пределах 5°C по всему объему электролита проводят непрерывную циркуляцию. К достоинствам способа относится высокая скорость образования оксидной пленки. На растворение металла требуется больше времени, что позволяет сохранить размеры обрабатываемых изделий.
Твердое анодирование. Особенность данного метода заключается в использовании нескольких электролитов. Состав повышает прочность пленки, стойкость стали к коррозии и к воздействию агрессивных сред.
Преимущества анодированного металла:
- Оксидная пленка надежно защищает от воздействия влаги, кислот и щелочей.
- Высокая прочность оксидного слоя повышает стойкость стали к механическим воздействиям
- Анодированное покрытие обладает диэлектрическими свойствами.
- Изделия из обработанного металла соответствуют всем нормам экологической безопасности.
- На посуде, обработанной данным способом, образуется не пригорающее покрытие.
- Анодирование повышает декоративные качества стали. Добавление в электролит солей позволяет изменить цвет металла. Окрашенные изделия приобретают глубокие ровные оттенки.
- Электрохимическое оксидирование позволяет скрыть царапины, потертости и другие дефекты поверхности металла.

Термический способ
Процесс протекает в специальных печах с использованием водяного пара или кислорода. Данный метод исключает использование химикатов. Обработка деталей производится при строгом соблюдении температурных режимов. Они зависят от химического состава металла и марки стали. Толщина образовавшегося защитного слоя не превышает 2 микрона.
Низколегированные марки стали, и железо выдерживают в печах при 300-350 °С. Данный метод подходит для воронения стрелкового оружия и декоративной отделки металла.
Легированные стали оксидируют при температуре 700 °С. в течение 60 минут. Толщина образованной защитной пленки составляет 1 — 1,5 микрона. Способ позволяет сохранить размеры обрабатываемых изделий.
Магнитные сплавы железа и никеля прокаливают в течение полутора часов при температуре от 400 до 800°С. Таким образом происходит образование диэлектрических плёнок полупроводников.
Термическим оксидированием создают защитный слой на изделиях из кремния, используемых в электронике. Процедура проводится при повышенном давлении и температуре от 800 до 1200 °С.
Плазменное электролитическое оксидирование
Процесс заключается в поверхностной обработке металлов и сплавов при низких температурах в кислородной среде. Он основан на традиционном анодировании. Отличием способа является действие микроразрядов высокой и сверхвысокой частоты на обрабатываемую поверхность. Их термическое и плазмохимическое влияние на используемый электролит приводит к формированию оксидного слоя.
Методика позволяет получить слой с многофункциональной защитой поверхностей. В результате обработки образуются оксидные пленки с высокими декоративными показателями, повышенной изоляционной, коррозионной и тепловой стойкостью.
Толщина покрытия составляет 200 – 250 мкм. Детали, обработанные плазменным способом, применяются в полупроводниковых соединениях, диодах, транзисторах и интегральных микросхемах. Их используют для повышения чувствительности в фотокатодах.

Лазерное оксидирование
Образование защитного слоя в данном случае происходит под воздействием лазерного луча. Изделие погружается под заданный слой воды. Плотность потока, продолжительность процесса и величина энергии лазерного излучения подбирается так, чтобы в процессе оксидирования нагрев поверхности металла не превысил температуру перехода воды в пар.
При обработке используют импульсный, непрерывный и точечный режим воздействия лучей на металл. Установки, используемые для оксидации, работают в инфракрасном диапазоне.
Преимущества этого способа:
- Метод позволяет регулировать толщину и сохранить технические характеристики деталей.
- В результате обработки повышается коррозионная стойкость, прочность и долговечность изделий.
- Значительно увеличиваются диэлектрические свойства и декоративные качества.
- Снижается коробление при обработке сложных по форме, тонкостенных и труднодоступных участков.
- Расширяется количество металлов и сплавов, пригодных для данного вида оксидирования.
- Повышается скорость процесса без приближения к критическим значениям температур.
Оксидирование стали в домашних условиях
Повысить прочность металлических изделий и улучшить их декоративные качества можно своими руками. Стоит учитывать, что покрытие будет уступать по качеству защитным слоям, полученным при промышленном процессе.
Подготовительные действия
Перед проведением процедуры необходимо подготовить рабочее место, требуемые препараты и инструменты. Для создания безопасных условий проводятся следующие мероприятия.
- Обеспечивается хорошая приточно-вытяжная вентиляция. Над местом проведения работ рекомендуется установить зонд.
- Подготавливается рабочая емкость для полного погружения детали.
- Изготавливается емкость из стекла, пластика или фаянса. Она необходима для приготовления растворов, нейтрализующих кислоту и щелочь.
- Приобретаются защитные средства: резиновые перчатки, респиратор, очки для работы с химреактивами, брезентовые фартук.
Соблюдение правил техники безопасности поможет провести оксидирование без травм, ожогов и убережет от вредного действия паров кислот и щелочей. Приобрести предметы индивидуальной защиты можно в магазинах рабочей одежды.

Щелочное оксидирование
Использование данного метода – самый простой способ нанесения оксидного слоя в домашних условиях. Для обработки изделия массой до 1 килограмма потребуется 100 г каустической соды и 30 г натриевой селитры.
Этапы проведения работ:
- В 1 литре воды растворяют 1кг каустика и 300 г селитры. Пропорции меняются в зависимости от требуемого объема реагента.
- Обрабатываемую деталь помещают в емкость с приготовленной смесью. В растворе, разогретом до 140⁰С, выдерживают изделие в течение 30 минут.
- После завершения процедуры проводят промывку от остатков рабочей смеси.
- Очищенную деталь пропитывают машинным маслом и протирают ветошью.
Для выполнения оксидирования можно использовать растворы едкого калия или натрия. Содержание реагента в 1 литре воды должно быть не меньше 700 граммов. Процедура проводится по аналогии.
Равномерный слой оксидной пленки можно получить, если обрабатываемое изделие полностью находится в растворе. Для этого необходимо поддерживать постоянный уровень жидкости.
Кислотное оксидирование своими руками
Перед началом работ поверхность детали тщательно очищается, с нее удаляются все загрязнения и налет. После очистки проводится обезжиривание с помощью водки, чистого спирта или растворителя.
Поэтапное проведение работ.
- Изделие помещают на 1 минуту в емкость с серной кислотой 5% концентрации. По истечении времени деталь промывают в кипяченой воде. Процедуру повторяют 2-3 раза.
- Обрабатываемый материал несколько минут кипятят в растворе хозяйственного мыла.
- Готовое изделие промывают, сушат и протирают машинным маслом. Его излишки удаляют ветошью.
После правильно выполненного оксидирования металлическая поверхность должна поменять цвет.
При отсутствии серной кислоты можно использовать смесь лимонной и щавелевой кислот. На 1 литр раствора берут по 2 грамма того и другого реагента. Кипячение в нем продолжают 20 минут. Обработанную деталь промывают слабощелочным раствором и пропитывают машинным маслом.

Заключение
Оксидирование – один из самых действенных методов повышения антикоррозионной стойкости стали. За счет образования плотного защитного увеличивается прочность и долговечность изделий, повышаются диэлектрические свойства и декоративные качества.
Существуют доступные способы проведения работы в домашних условиях. Соблюдение правил работы с агрессивными веществами, и выполнение инструкций поможет без проблем провести процедуру самостоятельно.
Используемая литература и источники:
- Справочник металлурга и химика цветной металлопромышленности. Часть вторая / Д. Лиддель. — М.: Государственное научно-техническое издательство литературы по черной и цветной металлургии
- Окрашивание полимерных материалов / А. Мюллер. — М.: Профессия, 2007.
- Химическая технология переработки редкометального сырья Кольского полуострова. — М.: Наука
- Статья на Википедии
Виды и способы оксидирования металла
Оксидированием стали создается защитная пленка из сложных окислов, которая препятствует образованию ржавчины. Узнайте о видах обработки, особенностях химического, анодного и термического процессов.

Ни один материал, включая сталь, не может служить вечно. Его необходимо защищать от влаги, солнечных лучей и низких температур. Оксидирование металла создает на его поверхности тонкую защитную пленку, не позволяющую кислороду из воздуха и воде разрушать материал. При этом изменяются технические характеристики сталей, алюминия и его сплавов.

С точки зрения химии оксидирование – это реакция окисления металла и образование на поверхности тонкого слоя кристаллов, связанных кислородом и другими веществами. Технология нанесения защитного покрытия имеет несколько видов различной сложности. Самая простая использовалась несколько веков назад и доступна любому желающему покрыть защитной пленкой деталь в домашних условиях. Сложная технология требует специального оборудования и осуществляется только в условиях производства.
Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Добавление в электролит растворов для окрашивания позволяет создавать изделия из металла с поверхностями разных цветов.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
Виды оксидирования металла
- микродуговое;
- горячее;
- холодное.
К микродуговому относится способ нанесения оксидной пленки с помощью электролизной установки. Деталь помещается в ванну с электролитом. К ней подключается «+» постоянного тока. К ванне – провод с «–». При прохождении тока на поверхности образуются микроочаги с высокой температурой и давлением. В результате происходит окисление. Микродуговое оксидирование применяют для покрытия алюминия, серебра и их сплавов.
Процесс горячего оксидирования стали заключается в нагреве детали или раствора, в котором она находится, для ускорения процесса образования пленки сложных окислов.
К холодным технологиям относятся, в основном, методы химического покрытия и плазменного, когда поверхность насыщается кислородом под воздействием микротоков или в насыщенном растворе солей.
Химическое
Электрохимическое покрытие оксидами проводится при низких температурах – до 100 °C. Электролит представляет собой раствор нескольких нитратов и хроматов. Получают черное покрытие стали.
Пищевая нержавейка содержит много легирующих веществ, включая хром и марганец. Она требует для покрытия сложного оборудования. В домашних условиях ее можно оксидировать в растворе натриевой селитры. Поверхность приобретает яркий синий цвет.
Анодное
Анодное оксидирование небольших деталей доступно делать в домашней мастерской. Для этого надо иметь аккумулятор или выпрямитель тока. Анод подключается к детали и источнику постоянного тока. При погружении стали в раствор слабокислого электролита возникает движение электронов, и вместе с ними частицы солей и кислот проникают в верхний слой металла. В результате образуются кристаллы железа со сложными окислами. Они постепенно покрывают всю поверхность детали слоем в несколько микрон.
Регулировать скорость процесса для образования оксидной пленки нужной толщины можно изменением силы тока и повышением температуры электролита. Анодирование влияет на первоначальные характеристики стали и цветных металлов:
- изменяет цвет;
- увеличивает прочность;
- пленка имеет низкую электропроводность;
- не допускает образования простых окислов железа – коррозии.
Термическое
Достаточно нагреть поверхность до 300 ⁰C, чтобы провести термическое оксидирование. На стали появится тонкая пленка окислов желтого и светло-коричневого цвета. Чем выше содержание легирующих веществ, тем сильнее надо греть сталь.
Часто нагрев используют для более активного протекания химического и анодного оксидирования стали. Помещенный в горячий раствор натриевой селитры или смеси кислот металл быстрее вступает в реакцию.
Плазменное
Метод холодного оксидирования – плазменное покрытие деталей. Окисление происходит при низкой температуре. Деталь помещают в плазму, которую создают токи ВЧ или СВЧ, аналогичные микроволновой печи. В камере высокое содержание кислорода.
Плазменное оксидирование применяют, в основном, для повышения светочувствительности и электропроводности деталей оптических приборов и плат.
Лазерное
Недостаток лазерного оксидирования сталей – в покрытии заготовок только снаружи. В отверстия малого диаметра головка лазерной установки не войдет.
Оксидирование своими руками
Делать защитное покрытие в домашних условиях проще всего по старинному рецепту. Для этого стальной предмет следует очистить от всех видов загрязнений, протравить в слабом растворе кислоты. Любое оставшееся пятно будет препятствовать процессу оксидирования стали.
- Нагреть конструкционную сталь до 300 ⁰C. Легированные и углеродистые стали требуют более высоких температур. Чем больше легирующих элементов, тем сильнее следует греть.
- Опустить горячую заготовку в льняное масло на 8–18 минут.
- Для получения плотного слоя, надежно защищающего сталь от ржавчины, и создания изоляционного слоя, процедуру следует повторить 4–6 раз.
Каленые стали при нагреве до температуры выше 300 ⁰C могут отпуститься – стать мягче. Поэтому металл после закалки греют индуктором токами ТВЧ до 250–280 ⁰C. Если нет возможности нагреть только поверхность заготовки, температуру снижают до 220–250 °C, увеличив количество нагревов и погружений.
Льняное масло использовали в прошлые века. Сейчас его можно заменить веретенным, широко применяемым для закалки стали.
Оксидирование стали – интересный процесс. С его помощью можно самостоятельно защитить от коррозии небольшие изделия, крепеж в автомобиле и других устройствах.
Какой метод больше всего понравился нашим читателям и что они готовы применить на практике? Нам интересно ваше мнение.
Преимущества оксидирования стали и методы обработки
Автор: Анастасия Исакова · Опубликовано 26.03.2018 · Обновлено 01.12.2017
Оксидирование стали – это один из наиболее эффективных способов защиты поверхности металла от негативных внешних воздействий. В результате на металле образуется защитное покрытие в виде специфической пленки. Особенности и функции такой пленки напрямую зависят от метода оксидирования. Рассмотрим подробнее каждый из способов такой обработки, но сначала узнаем, какими вообще характеристиками обладает оксидированный металл.
Преимущества оксидирования
Металл считается наиболее популярным строительным материалом, который обладает массой преимуществ: дешевизна, прочность, долговечность и доступность. Но есть и недостатки: часто происходят окисления, коррозия, появляется ржавчина, и внешний вид металла портится в худшую сторону.
Окисление при оксидировании полностью исключается, так как на поверхности формируется стойкая защитная пленка. Именно защита металла от разрушения является основной функцией этой пленки. Оксидировать можно, в принципе, любой метал: сталь, алюминий, драгоценные сплавы. Часто к такой процедуре прибегают в ювелирном деле, но и производственное предприятие требует такой оксидной обработки.
В результате оксидирования или воронения проявляются такие особенности:
- оксидное покрытие однозначно меняет первоначальный цвет изделия;
- при обработке алюминиевых деталей увеличивается их прочность;
- в процессе обработки нержавейки тоже происходит изменение цвета;
- исключается проявление коррозий и ржавчины.

Для покрытий используются только специфические химические составы и особые термические условия. Если периодически обрабатывать такие детали специальными химическими веществами, то их эксплуатация существенно продлится.
Методы обработки металла
Оксидирование металла осуществляется несколькими способами: химическим, плазменным, термическим и электрохимическим. Каждый из них имеет свои преимущества и особенности. Некоторые методы оксидирования стали требуют специальных условий и технологий, растворов с редкими составляющими.
Химический
Химическое оксидирование стали предполагает ее покрытие оксидирующим веществом. Обычно это расплав, нитратный раствор или специальный окислитель. Химический способ обработки материала позволяет сохранить высокую сопротивляемость к коррозии и ржавчине. Такое оксидирование предполагает особенности – работа осуществляется при низких и высоких температурах. В любом случае изделие опускают в раствор из окислителя и щелочи. Потом деталь моют, сушат и маслят.
Химическое оксидирование алюминия придает данному материалу разноцветную окраску. Такие же цветовые переливы получает и сталь.

Электрохимический
Электрохимическое оксидирование по-другому называют анодирование, так как проводится по методу электролизного принципа. По электрохимическому принципу сталь обрабатывается в жидких или твердых оксидных растворах.
Электрохимическим способом можно получить покрытие с тонким слоем, электроизоляторы, защитные покрытия, эмалевидные слои. В результате электрохимического способа покрытие на поверхности детали получается прочным и долговечным.
Существует и электрохимическая процедура – микродуговое оксидирование. Используется для придания металлу декоративных характеристик.

На видео: электрохимическое оксидирование в растворе щёлочи.
Термический
Термическое оксидирование происходит за счет формирования специальной атмосферы с кислотной средой. При термическом воздействии используется специальная печь с высокой температурой. Такую обработку нельзя выполнить самостоятельно, так как для сталей используется высокая температурная черта. В результате создается прочная пленка, которая долго держится. Термический метод считается самым простым и распространенным среди всех остальных.

Плазменный
Плазменному оксидированию нет аналогов. Оно не сравнимо с термическим оксидированием, хотя и присутствуют общие технологии обработки. Термическое оксидирование выполняется при высоких температурных режимах, а плазменное при низких. Однако что термическое оксидирование, что плазменное, производятся благодаря специальному оборудованию, то есть процедуры выполняются в печи. Для нержавеющей стали – это самый подходящий вариант обработки.
Достичь оптимального уровня защиты можно при использовании правильного оксидного вещества. Если технологии отделки будут выполнены в соответствии с инструкциями, то эксплуатационный период металла увеличится в несколько раз.

Оксидирование в домашних условиях
Процедуру можно произвести и в домашних условиях, при этом качество покрытия ничем не будет уступать заводским или фабричным аналогам. Воронением может заняться любой человек, у которого есть в наличии щелочь и окислитель. С помощью таких компонентов производится самое элементарное химическое оксидирование.
Естественно, оксидированный в домашних условиях материал будет уступать своими защитными характеристиками, но значительно повысится его устойчивость в сравнении с первоначальными условиями. Кроме основных особенностей и эстетическая составляющая может значительно пострадать.

Алгоритм домашней обработки:
- Сначала поверхность изделия полируется. Нужно убрать все инородные проявления и налет. Очистка должна быть тщательной и равномерной.
- Производится декопирование с помощью раствора серной кислоты. Лучше использовать 5%-й состав. Изделие помещается в раствор на одну минуту.
- Необходимо вытащить деталь из кислоты и промыть ее в кипяченой, слегка теплой воде. Процедуру при необходимости проделать несколько раз.
- После производится пассирование. Деталь помещается в воду с небольшим количеством хозяйственного мыла. Прокипятить изделие в течение нескольких минут.
- В эмалированную посуду, которая не имеет никаких нарушений поверхности, заливается вода. Сюда добавляется примерно 50 грамм едкого натра.
- Аккуратно уложить изделие в емкость так, чтобы она была полностью покрыта раствором. Нагреть содержимое до 150 градусов. Кипячение производится около двух часов. Может потребоваться и больше времени. Все зависит от температуры нагрева. Только потом завершается процесс обработки.
- Далее нужно выложить изделие на ровную поверхность и дать ему остыть. Желательно ограничить площадь соприкосновения элемента с поверхностью. Если изделие поменяло цвет, то металл поддался воронению.

Оксидированные детали существенно изменяют внешний вид и характеристики. Такое воронение соответствует химическому типу покрытия, которое наносится в заводских условиях.
Где используются обработанные изделия
Иногда способа обработки с помощью щелочных и окислительных средств достаточно. Эстетически привлекательно смотрятся кованные ограды и заборы, которые не окрашены цветной краской, а обработаны химическим, термическим или электрохимическим способом.
Данный способ отделки металлических изделий используется для того, чтобы:
- Защитить поверхность от образования коррозии, когда изделие используется в строительных целях. Даже когда не производится прямое негативное воздействие на металлический предмет, защита такого рода просто необходима.
- Защитить поверхности от агрессивных воздействий внешней среды, например, заборы, решетки на окна, столбы и металлические детали декора зданий.
- Сформировать слой, который образует электроизоляционный щит. Это применимо в технике и постройках, которые должны обезопасить человека от воздействий электрического тока.
- Изменить эстетические или декоративные свойства, если нет желания окрашивать детали, изменяя их уникальный рельеф.
Используются такие изделия и детали в быту, строительстве, ювелирном деле. Увеличить стойкость можно с помощью вспомогательного покрытия – лакокрасящего средства.
Часто воронения становится достаточно. Деталь приобретает темные оттенки с характерным отливом. Дополнительные способы отделки позволяют варьировать цветовую гамму.

В любом случае, оксидирование металлических изделий и деталей просто необходимо для того, чтобы сохранить их положительные характеристики. Производится процедура в домашних и заводских условиях, с соблюдением специфических технологий работы. Необходимы и вспомогательные вещества: окислитель и щелочь. Правильный температурный режим и достаточное время выдержки приведут к качественному воронению металла любого сплава.