Несмотря на то, что высоколегированные стали называются нержавеющими, при определенных условиях они подвержены коррозии. Рассмотрим виды коррозии изделий из нержавеющей стали , а так же методы ее защиты.
Щелевая коррозия нержавеющих сталей.
 Щелевая коррозия – это второй по распространенности вид повреждения нержавеющих сталей после точечной коррозии.
Щелевая коррозия – это второй по распространенности вид повреждения нержавеющих сталей после точечной коррозии.
Щелевая коррозия возникает в тех местах, где между стальным изделием и другим предметом образуется небольшой зазор. В роли этого второго предмета обычно выступает изолирующий материал: уплотнитель или резиновая прокладка, хотя это может быть и металлический предмет. Геометрия зазора – решающий фактор начала развития щелевой коррозии. Зазор должен быть достаточно большим для проникновения химически агрессивной жидкости, но не настолько большим, чтобы материал мог вымываться из зазора течением или конвекцией жидкости.
Механизм образования щелевой коррозии хорошо известен. Первая стадия – это накопление в зазоре агрессивных ионов (таких как хлорид-ионы) и вытеснение кислорода из раствора внутри зазора. Это приводит к формированию анода в зазоре, а материал вне зазора становится катодом. Коррозия образуется в зазоре по двум причинам: во-первых, пассивная пленка разрушается из-за вытеснения кислорода, во-вторых, коррозионные реакции в анодной зоне вызывают изменение кислотности среды (со временем кислотность в зазоре возрастает).
Правильное проектирование – один из лучших способов избежать щелевой коррозии. Выбор материалов сравним с ним по важности. Щелевая коррозия наиболее интенсивна в кислотных условиях, в хлоридсодержащих нетекучих средах. Катодная защита может снизить уровень как точечной, так и щелевой коррозии, повышая щелочность анодного участка. Повышение текучести среды также уменьшит последствия обеих форм местной коррозии.
Другие пассивные материалы, такие как алюминий и его сплавы, чувствительны и к точечной, и к щелевой коррозии. Точечная и щелевая коррозия алюминия возникает аналогично коррозии нержавеющей стали.
Точечная коррозия
 Точечная коррозия – это вид крайне узко локализованной коррозии, приводящей к образованию небольших отверстий в металле. Движущей силой точечной коррозии служит недостаток кислорода в небольшой области. Эта зона становится анодной, в то время как зона избытка кислорода становится катодной, вызывая узко локализованную гальваническую коррозию. Коррозия этого типа имеет свойство проникать в глубь металла. Ограниченная диффузия ионов сохраняет местный недостаток кислорода. Этот вид коррозии весьма коварен, поскольку он не причиняет значительного вреда поверхности металла, при этом глубоко повреждая его структуру. Питтинги на поверхности металла зачастую скрыты продуктами коррозии.
Точечная коррозия – это вид крайне узко локализованной коррозии, приводящей к образованию небольших отверстий в металле. Движущей силой точечной коррозии служит недостаток кислорода в небольшой области. Эта зона становится анодной, в то время как зона избытка кислорода становится катодной, вызывая узко локализованную гальваническую коррозию. Коррозия этого типа имеет свойство проникать в глубь металла. Ограниченная диффузия ионов сохраняет местный недостаток кислорода. Этот вид коррозии весьма коварен, поскольку он не причиняет значительного вреда поверхности металла, при этом глубоко повреждая его структуру. Питтинги на поверхности металла зачастую скрыты продуктами коррозии.
Развитие питтинга начинается с небольшого поверхностного дефекта: царапины, местного изменения состава или повреждения защитного покрытия. Полированные поверхности демонстрируют более высокую устойчивость к точечной коррозии, если полирование было выполнено правильно. Некачественная полировка может ускорить развитие коррозии.
 Точечной коррозии обычно более всего подвержены те сплавы, коррозионная устойчивость которых обеспечивается поверхностным слоем: нержавеющие стали, никелевые сплавы, алюминиевые сплавы. Металлы же, подверженные равномерной коррозии, обычно не страдают от точечной коррозии. Например, обыкновенная углеродистая сталь в морской воде будет равномерно разрушаться под действием коррозии, в то время как на нержавеющей стали будут возникать питтинги. Добавление около 2% молибдена повышает стойкость нержавеющих сталей к точечной коррозии. Присутствие хлоридов (например, в морской воде) значительно повышает образование и рост питтингов через автокаталитический процесс. Стоячая вода также способствует точечной коррозии.
Точечной коррозии обычно более всего подвержены те сплавы, коррозионная устойчивость которых обеспечивается поверхностным слоем: нержавеющие стали, никелевые сплавы, алюминиевые сплавы. Металлы же, подверженные равномерной коррозии, обычно не страдают от точечной коррозии. Например, обыкновенная углеродистая сталь в морской воде будет равномерно разрушаться под действием коррозии, в то время как на нержавеющей стали будут возникать питтинги. Добавление около 2% молибдена повышает стойкость нержавеющих сталей к точечной коррозии. Присутствие хлоридов (например, в морской воде) значительно повышает образование и рост питтингов через автокаталитический процесс. Стоячая вода также способствует точечной коррозии.
 Точечная коррозия является самым распространенным видом коррозийного разрушения нержавеющей стали, приводящий к образованию отверстий в баках, резервуарах и стенках труб. Она встречается в виде небольших в диаметре, но глубоких полостей (питтингов). Их диаметр обычно не превышает 1 мм, но проникновение в глубину металла может быть велико.
Точечная коррозия является самым распространенным видом коррозийного разрушения нержавеющей стали, приводящий к образованию отверстий в баках, резервуарах и стенках труб. Она встречается в виде небольших в диаметре, но глубоких полостей (питтингов). Их диаметр обычно не превышает 1 мм, но проникновение в глубину металла может быть велико.
В коррозионной реакции в роли анодов выступают питтинги, катодом служит остальная поверхность. Старт образованию питтинга дает повреждение защитной оксидной пленки (пассивного слоя) на поверхности стали. Обычно эти повреждения представляют собой включения в сталь посторонних примесей, таких как сера. Посторонние включения могут приводить к местной нехватке легирующих элементов, тем самым нарушая равномерность защитного оксидного слоя.
Благоприятные условия для точечной коррозии – это умеренно высокая температура, высокая концентрация хлорид-ионов и прочих галогенидов (фторидов, бромидов, йодидов). Кислотные среды также способствуют развитию питтингов, которые сами по себе кислотны.
Кислотность внутри питтинга – это та причина, по которой они, однажды образовавшись, продолжают расти вглубь.
Числовой эквивалент стойкости к точечной коррозии (PREN)
Числовой эквивалент стойкости к точечной коррозии (RREN) – это полезный справочный показатель, отражающий склонность определенных нержавеющих сталей к образованию питтингов. Его следует использовать только в качестве ориентира, а не как гарантированный способ предсказания коррозионной устойчивости в любых обстоятельствах. Было обнаружено, что сплавы, имеющие высокую концентрацию азота (N), хрома (Cr) и молибдена (Mo), демонстрируют высокую устойчивость к точечной коррозии. Сравнительная эффективность сочетания этих элементов выражается следующей формулой:
PREN = (%Cr) + (3.3 x %Mo) + (16 x %N)
(обращаем внимание, что в некоторых вариантах используется 32 x %N)
Чем выше значение показателя PREN, тем выше устойчивость к точечной коррозии.
Типичные значения показателя PREN таковы:
PREN
Пассивирование нержавеющей стали.
Для условий, где риск возникновения точечной коррозии является критичным фактором, общепринятой практикой для придания большей равномерности поверхности металла служит пассивирование.
Оно выполняется путем нанесения на поверхность окислителей, которые растворяют железо, но не оксиды легирующих элементов. Стандарт ASTM A967-1 в качестве простого и относительно безопасного способа предлагает применять 8%-ную лимонную кислоту в течение 3 часов при комнатной температуре. Пассивирование проходит быстрее при использовании 20%-ной азотной кислоты в течение 30 минут при 55°С.Для улучшения процесса пассивации к азотной кислоте также может быть добавлен 2%-ный дихромат натрия, но это значительно снижает безопасность. Для пассивации нержавеющей стали также может быть использована фтороводородная кислота, но этот процесс очень опасен. В фармацевтической индустрии для пассивации иногда используется особо чистый раствор фосфорной кислоты. В кислотах, используемых для пассивирования, должны практически отсутствовать хлорид- или фторид-ионы, иначе может возникнуть точечная коррозия стали.
Скорость процесса пассивации с использованием как азотной, так и лимонной кислоты можно повысить путем увеличения температуры. Пассивация может длиться от нескольких минут до нескольких дней в зависимости от марки обрабатываемой стали.
Стандарты ASTM – это лишь общие рекомендации. Химикаты, условия и время воздействия должны подбираться в соответствии с предполагаемыми условиями эксплуатации, включая характер коррозионной среды.
Проверка эффективности пассивирования может быть электрохимической, с использованием кривых поляризации и карты потенциалов, или химической, путем проведения анализа на сульфаты меди либо ферроцианиды. Электрохимические методы более совершенны, они выигрывают в точности и предоставляют больше информации.
Там, где положительный участок кривой вертикален или близок к вертикали, находится пассивная область, т.е. на поверхности присутствует высокопрочная тонкая пленка хрома. Диапазон напряжений, в котором пленка остается стабильной, является показателем ее качества.
Сенсибилизация нержавеющих сталей и коррозия сварных швов
 Сенсибилизация нержавеющей стали – это вид межкристаллитной (межзеренной) коррозии, который приводит к выпадению кристаллов стали с поверхности металла, как показано на фото выше. Если это явление происходит в зоне сварного соединения, его часто называют коррозией сварного шва. Если сенсибилизация происходит в пределах узкой полосы, это называется ножевой коррозией: в прошлом нагретая область лезвия стального ножа вблизи рукоятки имела свойство терять кристаллы, оставляя чернеющие выемки. Нержавеющая сталь 316 может сенсибилизироваться при нагревании до температур в диапазоне 480-900°С. При более высоких температурах сенсибилизация может начаться по прошествии всего лишь 3-х минут. Если температура ниже, потребуется более часа.
Сенсибилизация нержавеющей стали – это вид межкристаллитной (межзеренной) коррозии, который приводит к выпадению кристаллов стали с поверхности металла, как показано на фото выше. Если это явление происходит в зоне сварного соединения, его часто называют коррозией сварного шва. Если сенсибилизация происходит в пределах узкой полосы, это называется ножевой коррозией: в прошлом нагретая область лезвия стального ножа вблизи рукоятки имела свойство терять кристаллы, оставляя чернеющие выемки. Нержавеющая сталь 316 может сенсибилизироваться при нагревании до температур в диапазоне 480-900°С. При более высоких температурах сенсибилизация может начаться по прошествии всего лишь 3-х минут. Если температура ниже, потребуется более часа.
Сенсибилизация вызывает коррозию, так как межзеренные границы теряют хром из-за образования интерметаллических карбидов. Шесть атомов углерода изымают из сплава 23 атома хрома. Это может привести к снижению местного содержания хрома с 18 до 12%. Когда сенсибилизированная нержавеющая сталь встречается с агрессивной средой, центр кристалла становится катодом, а межзеренная граница – очень активным местным анодом. Начальный период развития процесса может затянуться, поскольку разрушение поверхностных кристаллов занимает длительное время. Тем не менее, когда межзеренные связи ослабевают, кристаллы выпадают с поверхности и оставляют черноватые ямки.
Контактная коррозия
Пассивная поверхность нержавеющей стали постоянно преобразуется. Если сталь вступает в контакт с углеродистой или ферритной сталью, частицы могут остаться на поверхности и образовать местные аноды. Образующаяся в результате коррозия выглядит некрасиво. Контакта между этими типами металлов следует избегать. Нужно применять отдельные инструменты для разных типов материалов; рабочие зоны должны быть разделены.
Коррозия и поверхностная обработка нержавеющей стали
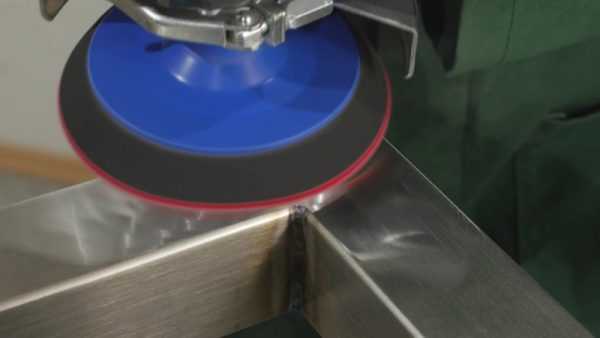
 Существует много способов обработки поверхности изделий из нержавеющей стали. На фотографии выше показана фрезерованная поверхность. Также распространены зачищенные, отшлифованные и полированные поверхности. Обычно выбор способа поверхностной обработки нержавеющей стали основан на внешних предпочтениях архитекторов или конструкторов, но следует также принимать в расчет соображения коррозионной стойкости. В целом, чем более гладкая поверхность стали, тем устойчивей она к коррозии и появлению пятен ржавчины. Шероховатые поверхности склонны к возникновению точечной коррозии в тех условиях, где более гладкие поверхности проявили бы устойчивость. Шероховатые поверхности накапливают загрязнения и требуют большего ухода. Такие марки стали, как 304 или 316, лишь в малой степени устойчивы к образованию пятен ржавчины при использовании в морских условиях или в пищевой промышленности и определенно уязвимы, если изделия имеют шероховатую поверхность.
Существует много способов обработки поверхности изделий из нержавеющей стали. На фотографии выше показана фрезерованная поверхность. Также распространены зачищенные, отшлифованные и полированные поверхности. Обычно выбор способа поверхностной обработки нержавеющей стали основан на внешних предпочтениях архитекторов или конструкторов, но следует также принимать в расчет соображения коррозионной стойкости. В целом, чем более гладкая поверхность стали, тем устойчивей она к коррозии и появлению пятен ржавчины. Шероховатые поверхности склонны к возникновению точечной коррозии в тех условиях, где более гладкие поверхности проявили бы устойчивость. Шероховатые поверхности накапливают загрязнения и требуют большего ухода. Такие марки стали, как 304 или 316, лишь в малой степени устойчивы к образованию пятен ржавчины при использовании в морских условиях или в пищевой промышленности и определенно уязвимы, если изделия имеют шероховатую поверхность.
Уход за нержавеющей сталью.
Если нержавеющая сталь должна сохранять хороший внешний вид, не стоит полагать, что она может обходиться без ухода. В городской среде или в морских условиях для поддержания достойного облика требуется регулярное мытье теплой водой с содержанием ПАВ. Обычно интервал между чистками составляет порядка полугода, однако в суровом климате может потребоваться более регулярное мытье. Следует строго избегать очистителей, содержащих такие активные ингредиенты, как хлориды или аммиак. При обнаружении на поверхности стали пятен или ямок следует удалить пятна жесткой губкой. С момента появления питтингов потребуется более регулярный уход. С методами очистки нержавеющей стали вы можете ознакомиться в этой статье.
Коррозия нержавейки на строительных объектах
 Нержавеющая сталь часто используется с наружной стороны современных зданий, поскольку она привлекательно выглядит и проста в уходе. Коррозия, подобная изображенной на фотографии выше, может иметь место в случае, если нержавеющая сталь в процессе строительства вступала в контакт с агрессивными средами или ферритной сталью. Поверхностные пятна такого рода могут легко возникнуть при несоблюдении режима ухода, если здание располагается в прибрежной(морской) или промышленной зоне. Стали 304 и 316 в таких условиях требуют регулярного ухода.
Нержавеющая сталь часто используется с наружной стороны современных зданий, поскольку она привлекательно выглядит и проста в уходе. Коррозия, подобная изображенной на фотографии выше, может иметь место в случае, если нержавеющая сталь в процессе строительства вступала в контакт с агрессивными средами или ферритной сталью. Поверхностные пятна такого рода могут легко возникнуть при несоблюдении режима ухода, если здание располагается в прибрежной(морской) или промышленной зоне. Стали 304 и 316 в таких условиях требуют регулярного ухода.
Коррозия кухонного оборудования из нержавеющей стали
 Фотография демонстрирует последствия несоблюдения режима ухода на кухне заведения общественного питания. Такое оборудование, как полки или рабочие поверхности из нержавеющей стали, часто изготавливают из сталей группы прочности меньше 316, которые проще поддаются формовке(AISI 304). Промышленные холодильники и посудомоечные машины почти всегда изготовлены из более устойчивых к коррозии сталей 316 или 316L .
Фотография демонстрирует последствия несоблюдения режима ухода на кухне заведения общественного питания. Такое оборудование, как полки или рабочие поверхности из нержавеющей стали, часто изготавливают из сталей группы прочности меньше 316, которые проще поддаются формовке(AISI 304). Промышленные холодильники и посудомоечные машины почти всегда изготовлены из более устойчивых к коррозии сталей 316 или 316L .
Кухонные поверхности из нержавеющей стали могут быстро корродировать, если оборудование поступило в некачественном состоянии.
 Справа продемонстрирован крайний случай точечной коррозии: хлоросодержащий очиститель вызвал коррозию раковины. Более мягкие формы этого вида коррозии возникают, когда в контакт с нержавеющей сталью вступает неверно выбранный очиститель или отбеливатель.
Справа продемонстрирован крайний случай точечной коррозии: хлоросодержащий очиститель вызвал коррозию раковины. Более мягкие формы этого вида коррозии возникают, когда в контакт с нержавеющей сталью вступает неверно выбранный очиститель или отбеливатель.
Коррозия изделий из нержавеющей стали в фармацевтической промышленности
 Многие фармацевтические фабрики работают с соляными растворами и используют нержавеющую сталь 316L. Обычно нержавеющая сталь хорошо справляется с такими условиями, но если соединения кромок остаются в контакте с соляным раствором, может возникнуть щелевая коррозия, как показано на фотографии.
Многие фармацевтические фабрики работают с соляными растворами и используют нержавеющую сталь 316L. Обычно нержавеющая сталь хорошо справляется с такими условиями, но если соединения кромок остаются в контакте с соляным раствором, может возникнуть щелевая коррозия, как показано на фотографии.
При стерилизации паром поверхность нержавеющей стали может покрываться рыжеватыми пятнами. Применяемая в фармацевтической промышленности нержавеющая сталь, также может подвергаться точечной коррозии, если технологическая жидкая среда недостаточно текучая. Нетекучие растворы также могут вызывать коррозию шаровых и поворотных клапанов из нержавеющей стали. Дезинфицирующие пары, такие как пары надуксусной кислоты, также могут приводить к поражению нержавеющих сталей. Там, где используются регулируемые насосы, нержавеющая сталь может подвергаться коррозии под воздействием блуждающих токов.
Коррозия нержавеющих сталей в пищевой промышленности

На этой фотографии видна коррозия стального распылителя из молочного цеха, начавшаяся на внутренней стороне и вышедшая наружу. Молочные и прочие продукты часто содержат соль. Если они долго находятся в контакте с нержавеющей сталью, может возникнуть коррозия.
 Конвейеры в пищевой промышленности, подобные изображенному на фотографии, могут быстро корродировать, если состояние поверхности неудовлетворительно. Поверхность этого конвейера подвергалась дробеструйной обработке. Зачищенные поверхности на том же предприятии оставались в хорошем состоянии. В мясной промышленности крайне важна стерильность, поэтому зачастую необходимо использовать хлоридсодержащие очистители. После обработки их нужно тщательно удалять с поверхности.
Конвейеры в пищевой промышленности, подобные изображенному на фотографии, могут быстро корродировать, если состояние поверхности неудовлетворительно. Поверхность этого конвейера подвергалась дробеструйной обработке. Зачищенные поверхности на том же предприятии оставались в хорошем состоянии. В мясной промышленности крайне важна стерильность, поэтому зачастую необходимо использовать хлоридсодержащие очистители. После обработки их нужно тщательно удалять с поверхности.
Коррозия нержавеющей стали в бассейнах
 Поручни из нержавеющей стали часто встречаются в бассейнах и в целом устойчивы к коррозии, которую могут вызвать применяемые в бассейнах химикаты. Коррозия, показанная на фотографии выше, возникла из-за неверного выбора средства для мытья полов. Изделия из нержавеющей стали, специально предназначенные для использования в бассейнах, требуют регулярной чистки и мытья.
Поручни из нержавеющей стали часто встречаются в бассейнах и в целом устойчивы к коррозии, которую могут вызвать применяемые в бассейнах химикаты. Коррозия, показанная на фотографии выше, возникла из-за неверного выбора средства для мытья полов. Изделия из нержавеющей стали, специально предназначенные для использования в бассейнах, требуют регулярной чистки и мытья.

Таким образом, не все виды нержавейки предназначены для эксплуатации в той или иной агрессивной среде. К примеру, использование обычной нержавеющей стали на пищевом производстве, частое мытье с хлорсодержащими средствами вызовет быструю порчу материала. Аналогично применение металла в морской воде приведет к повышению скорости коррозии в разы.
Также ржавчина часто появляется на нержавейке после сварки (термической обработки), которая была произведена без соблюдения определенных правил. После механического повреждения металла последствия будут аналогичными: в месте дефекта возникнет точечная коррозия. Гладкий, полированный материал обычно ржавеет менее интенсивно, чем шероховатый: на последнем элементы коррозии могут появиться гораздо быстрее.
Защита от ржавчины нарушается там, куда попала раскаленная окалина, поскольку от сильного повышения температуры в нежаростойкой стали происходит выгорание легирующих веществ (в основном хрома). После прогорания дыр их края и прилегающие зоны становятся подверженными коррозии, хотя более глубокие слои металла чаще всего остаются неповрежденными. Спасти нержавейку поможет обработка травильными пастами, специальными эмульсиями.
Прочие причины коррозии нержавеющей стали:
- контакт материала с обычной углеродистой сталью (в том числе посредством инструментов, которыми раньше резали простую сталь),
- регулярная чистка металлическими щетками,
- игнорирование механической или химической обработки сварного шва.

Причиной коррозии металла может стать и его изначально низкое качество. Стойкость стали к ржавлению обусловлена присутствием хрома в достаточном количестве. Этот элемент после воздействия воды, воздуха, кислот и щелочей формирует тончайший непроницаемый слой, который не дает материалу ржаветь. Если хрома в составе мало либо он распределен неравномерно, создание и поддержание оксидного слоя становится невозможным.
Факторы, определяющие стойкость металла к коррозии
Чтобы металл не был подвержен коррозии, он должен пройти пассивацию – переход поверхности в неактивное (пассивное) состояние, при котором на ней формируется тонкий защитный слой. Хорошая нержавейка быстро и легко пассивируется при обычных атмосферных условиях – контакте с кислородом из воздуха. Чем больше хрома в составе стали, тем выше ее пассивационная способность и антикоррозионные свойства.
Кроме хрома, легирование стали производят с помощью никеля. Он тоже способствует пассивации, но в чуть меньшей степени. Оба металла придают наивысшую антикоррозионную стойкость, хотя в состав стали могут вводиться и иные элементы: медь, ниобий, молибден. Для усиления защитных свойств любые добавки должны находиться в стандартном состоянии, а при изменении их структуры стойкость к коррозии падает (например, при переходе хрома в форму нитрида, карбида). Это может произойти во время контакта с сильными кислотами: серной, соляной, плавиковой.
Пассивный слой
Под пассивным слоем понимают тонкую оксидную пленку, которая формируется на стали после реакции хрома с кислородом. Она благоприятно воздействует лишь на свойства нержавейки: на обычной стали кислород при взаимодействии с атомами железа провоцирует формирование мелких пор и появление ржавчины. Слой коррозии тоже будет называться пассивным, ведь он реакционно инертен по отношению к окружающей среде.
Виды коррозии нержавеющей стали
По типу развития, причине появления и признакам выделяют несколько видов коррозии нержавейки.
Щелевая коррозия нержавеющих сталей
Щелевая коррозия – широко распространенный вид ржавления нержавейки. Она развивается там, где есть небольшой зазор в конструкции, например, когда вода проникает под крепежные элементы внутрь изделия. Второй поверхностью при этом обычно выступает резиновый уплотнитель, прокладка, а порой и металлический элемент.
Механизм формирования щелевой коррозии таков:
- Скопление агрессивных ионов в зазоре, вытеснение кислорода.
- Появление анода в зазоре (материал вне зазора при этом играет роль катода).
- Образование коррозии из-за изменения кислотности среды и электрохимических реакций.

Чтобы предотвратить щелевую коррозию, нужно правильно проектировать конструкции. Важно обеспечивать катодную защиту, которая снизит кислотность, а также улучшать текучесть среды.
Общая поверхностная коррозия
Общей коррозией называют равномерное нарушение структуры металла в части поверхностного слоя. Она вызывает разрушение оксидной пленки на большей части изделия или по всей его площади. Обычно причиной является контакт с сильными щелочами, кислотами, соединениями йода, фтора, брома. Главным же «врагом» нержавейки считается хлор – именно поэтому для ее чистки нельзя применять хлорсодержащие моющие средства.
Точечная коррозия (питтинг)
Больше всего питтинговой коррозии подвержены именно нержавеющие стали, а также сплавы на основе алюминия, никеля. В отличие от обычной стали, которая чаще страдает от общей поверхностной коррозии, такие материалы в большинстве случаев покрываются именно питтингами – мелкими дефектами. Локальное разрушение пассивного слоя происходит в таких ситуациях:
- царапание, механическое повреждение,
- местное изменение состава стали,
- точечное воздействие ионов хлора, серы, галогенидов,
- повышение температуры.

Точечное ржавление считается самым распространенным среди разных видов нержавейки. Из-за него в баках появляются дырки, в трубах, резервуарах – мелкие трещинки. Обычно их диаметр составляет не более 1 мм, при этом глубина может быть значительной – в этом состоит коварство данного явления. Как и в случае со щелевой коррозией, в роли анода будет выступать конкретный питтинг, а катодом станет остальная (неповрежденная) поверхность. Добавление молибдена к нержавеющей стали при ее производстве увеличивает стойкость изделий к точечной коррозии.
Интеркристаллическая коррозия
У такого процесса есть еще одно название – межкристаллитная коррозия нержавеющих сталей (МКК). Она возникает при резком повышении температуры, что случается, например, при сварке. Ржавление начинается, если при участии нагрева вдоль границ зерен проступает карбамид хрома, то есть структура этой легирующей добавки кардинально меняется. Для ферритной стали достаточная температура для формирования очагов коррозии равна +900 градусам, для аустенитной стали – +450 градусам.

Контактная коррозия
Данный вид коррозии развивается при прямом контакте разнородных металлов друг с другом под действием электролитов. К примеру, такое случается при состыковании разных металлических изделий в агрессивной токопроводящей среде – морской воде. В результате сталь локально портится, а менее благородные металлы могут и вовсе раствориться.
Числовой эквивалент стойкости к точечной коррозии (PREN)
Показатель RREN относится к справочным, он показывает склонность разных видов и марок нержавейки к появлению питтингов. Числовой эквивалент стойкости к точечной коррозии применяют как ориентир, но не как абсолютное руководство для предопределения коррозионной стойкости.
Обычно наиболее устойчивыми к точечному ржавлению оказываются молибден, хром и азот в качестве добавок при легировании. Чем выше цифра RREN, тем более стойкой будет сталь к появлению питтингов. Вот справочная информация по RREN:
| Марка стали | RREN |
|---|---|
| 444 | 25 |
| 430 | 16 |
| 304 | 19 |
| 316 | 26 |
| 304LN | 21 |
| 904L | 36 |
| 316LN | 27,5 |
| SAF 2507 | 42 |
| Zeron 100 | 41 |
Способы предохранения нержавейки от МКК
Очистить от ржавчины поверхность порой бывает сложно, особенно при глубоком проникновении дефекта. Разработан ряд методов против межкристаллитной коррозии, вот основные из них:
- Отжиг (стабилизирование). Ферритные стали обрабатывают высокими температурами (+750…+900 градусов), за счет чего концентрация хрома на поверхности повышается, при этом распределение элемента становится более равномерным.
- Уменьшение содержания углерода. Если концентрация вещества будет менее 0,03%, то металл станет практически не подверженным межкристаллитной коррозии.
- Закалка в воде. Этот метод применим для аустенитной стали, он помогает карбидам хрома перейти в более подходящую форму и сконцентрироваться на границах зерен металла.
Чтобы убрать у нержавейки склонность к МКК, в нее вводят и новые добавки: титан, тантал, ниобий, но это приводит к серьезному удорожанию материала. Их количество должно быть в 5-10 раз больше, чем норма углерода, и тогда металл будет не подверженным ржавлению.
Коррозия и поверхностная обработка нержавеющей стали
Удаление коррозии можно произвести химическим способом – использовать специальные преобразователи ржавчины. Также поверхность изделий из нержавейки разрешается обрабатывать путем фрезерования, зачистки, шлифовки, полировки. Выбор конкретной методики зависит от предпочтений специалиста и ряда иных условий.
Подбор способа профилактической обработки металла будет обусловлен начальной коррозионной стойкостью конкретной марки стали. На шероховатых поверхностях чаще формируются элементы точечной коррозии, а на гладких пятна ржавчины появляются редко. Марки 304, 316 при использовании в условиях морской воды быстро ржавеют, их нужно защищать более тщательно.
Уход за нержавеющей сталью
Чтобы предметы из нержавейки длительно сохраняли привлекательность и функциональность, за ними нужно хорошо ухаживать. В обычных условиях изделия регулярно, не реже раза в 6 месяцев, моют с мягкими ПАВ без хлора и аммиака. В суровом климате мытье должно быть более частым. При выявлении пятен их сразу тщательно оттирают, ямки заделывают специальными средствами. Уход поможет продлить срок эксплуатации изделий из нержавейки и снизить риск появления коррозии.
Что делать, если ржавеет нержавейка: излагаем обстоятельно

Казалось бы, из самого названия «нержавеющая сталь» следует, что этот материал никогда не ржавеет. Тем не менее, в определенных неблагоприятных условиях внешней среды и нержавеющие сплавы могут подвергаться коррозии. Чтобы избежать неприятных последствий, следует разобраться в причинах появления коррозии и в способах ее предотвращения.
Условия, в которых появляется ржавчина
Особенных условий, при которых появляются вкрапления ржавчины на поверхности нержавеющего металла, не нужно. Достаточно незначительного снижения концентрации хрома в сплаве, чтобы поверхность стала восприимчива к разрушающим внешним воздействиям. Еще одним условием, при котором внешний слой начинает портиться ‒ контакт железа с нержавеющей поверхностью.
Условием, при котором возникает нарушение защищенного хромом слоя металла, является неправильная технология сварки. На поверхность нержавейки попадают частички железа. Если потом плохо зачистить поверхность, то мельчайшие частицы приводят к проявлению вкраплений коррозии на нержавейке. Плохо зачищенный сварной шов, точнее площадь вокруг места сварки покрыта не только остатками железа, но и шлаком, брызгами от сварки, флюсом. Вкрапления не всегда будут развиваться в полноценную коррозию со сквозными дырами. Даже самый идеальный шов будет выглядеть неопрятно, если не зачистить поверхность вокруг, не убрать дефекты. В каталоге на нашем сайте вы можете купить нержавеющую бесшовную трубу 12х18н10т – способ избежать рисков, которые возникают при сварке.
Точечная или питтинговая коррозия
Такое повреждение металла носит точечный характер. Оно вызывается гальваническими процессами, начинающимися при недостатке кислорода в некоторых точках изделия. Такие зоны приобретают отрицательный потенциал. Зоны с избытком кислорода приобретаются положительный потенциал. Так возникает анодно-катодная гальваническая пара, и протекающий ток вызывает окисление металла. Процесс распространяется в глубину изделия и приводит через некоторое время к образованию сквозных отверстий. Такому поражению подвержены различные емкости и трубопроводы.
Разновидности коррозии
1. Щелевая коррозия. При проектировании изделий и массивных металлоконструкций возникают зазоры, или места крепления недостаточно хорошо уплотнены. Постепенно вода или кислотные реагенты деактивируют оксидный слой. Если вовремя не создать условия, в которых реакция прекратится, проржавеет не только место крепления, но и крепежные элементы.
2. Точечная коррозия. Возникает при нарушениях технологии работы с нержавейкой. Агрессивная внешняя среда, небольшие частички металла растворяют защитный оксидный слой, проникая вглубь сплава, образуя питтинги.
3. Гальваническая коррозия. Условием для ее проявления служит токопроводящая среда. Нержавеющая сталь контактирует с агрессивными реагентами и в полной мере проявляются разрушающие свойства на защитный слой хрома.
4. Межкристаллитная коррозия. Существуют условия, при которых во время сварки нержавейки кристаллы стали выпадают. Образуются точечные зазоры, в которых впоследствии и развивается ржавчина.
5. Общая коррозия. Возникает, когда на поверхность попадают йод, хлор, фтор, разрушающие молекулярную структуру хромсодержащего защитного слоя.
6. Эрозивная коррозия. Возникает при условиях постоянного механического воздействия на поверхность нержавеющей стали.
Как бороться с коррозией нержавеющей стали?
a) На металлургических заводах, где хранятся заготовки, должны соблюдаться условия хранения и предотвращаться ситуации, когда частицы нелегированного металла попадают на нержавейку.
b) Необходимо исключить близкий контакт даже с мельчайшими частичками обычного металла. Это же правило касается и инструментов. Металлические щетки, которые используют для чистки поверхности нелегированной стали, нельзя использовать для нержавеющих сплавов.
c) Не рекомендуется использовать сложные конструкции из нержавейки в соляной и серной кислоте.
d) Особые легирующие компоненты: тантал, титан, ниобий помогут усилить антикоррозийные свойства.
e) Предотвращать контакт нержавейки с хлоридами.
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Почему ржавеет нержавейка? Простая невнимательность

небольшая очередь на загрузку на нашем складе с нержавейкой
Рассмотрим ещё пример. Заслали вы бойца на машине за металлом для нужд производства вашего к металлоторговцу. Да не за простым металлом, а за разномарочным. За черным и за нержавеющим. Хотя нержавейка и так относится к черному металлу, но сейчас не об этом. Итак, боец на базе. Его грузят. Листовым прокатом его грузят. И складывают всё друг на друга. Черный лист на лист нержавеющий. Без каких-либо прокладок между листами. И в процессе погрузки черный лист немного царапнул по нержавеющему. А ещё и моросит на улице слегка. В общем, созданы все условия для того, чтобы нержавейка начала ржаветь.
А всё почему? Потому что повреждён защитный слой оксидной пленки и происходит вытяжка железа на поверхность нержавеющего листа, которое и будет корродировать. Ибо вспомнив таблицу из ГОСТа 9.005 72-ого года рождения выпуска, в которой указана допустимость контактов различных металлов друг с другом, можно увидеть, что нержавеющие хромоникелевые и хромистые стали ну никоим образом не должны контактировать с низколегированной и углеродистой, то есть черной, сталью. От слова совсем. Разве что некоторым хромистым сталям ограничено допустимы контакты в атмосферных условиях и то при условии азотированного, оксидированного или фосфатированного покрытия низколегированной и углеродистой стали. Вот вам ещё один ответ на вопрос почему ржавеет нержавейка.
Почему ржавеет нержавейка? — Металлоизделия
Иногда приходится слышать от заказчиков пожелание, чтобы при изготовлении изделия из нержавейки под заказ была использована сталь, которая не будет ржаветь. Иногда просят, чтобы была «не китайская». От чего
зависит будет ли ржаветь нержавейка? Почему вообще это происходит?
По сути могут быть две причины. Первая — условия эксплуатации в агрессивной среде. И вторая — дефекты материала.
Рассмотрим эти явления подробнее.

Не все виды нержавеющей стали предназначены для эксплуатации в агрессивных средах. Например на пищевых производствах при технологических процессах используются хлорсодержащие моющие средства и там могут должна применяться нержавеющая сталь с повышенной коррозионной устойчивостью. То же самое относится к условиям эксплуатации в морской воде. По этой причине оборудование, например, из AISI 304 может попросту придти в негодность. Для агрессивных сред имеет смысл использовать AISI 316 или дуплексные виды нержавеющей стали, такие как Ferralium SD40, SAF 2205 или Zeron 100.
Вторая причина более распространена — ржавчина может возникнуть на поверхности металла в следствии механических повреждений или термической обработки(вызванные сваркой). Это так называемая точечная коррозия. Этот вид коррозии может начаться в металле где присутствуют посторонние примеси, например такие как сера.
Гладкая поверхность нержавеющего металла менее подвержена точечной коррозии чем шероховатая. На графике приведенном ниже показана зависимость коррозионной устойчивости от шероховатости поверхности. Эксперимент проводился с коррозионноустойчивой маркой нержавеющей стали AISI 316 в хлорсодержащей среде. На графике видно, что после того как шероховатость поверхности превышает Ra > 0,5 мкм, устойчивость к коррозии резко снижается. Таким образом, шероховатая поверхность AISI 316 делает ее коррозионную устойчивость даже хуже, чем полированная поверхность AISI 304.

Следы ржавчины могут появиться даже в местах куда попала раскаленная окалина. Это происходит потому, что при температуре сварки выгорают легирующие элементы, в первую очередь хром. На металле в местах сварки образуются «следы побежалости»(иногда называют следы термического воздействия). В этих местах нержавейка неизбежно начнет ржаветь. Слой ржавчины, однако, может остаться только на поверхности металла, там где нет оксидной пленки, которая образуется благодаря хрому. То есть в глубь ржавчина развиваться не будет. Но выглядят следы побежалости и тем более ржавчина очень не эстетично. Чтобы этого не произошло сварочный шов обрабатывают специальными эмульсиями, травильными пастами или при помощи абразивных материалов. При очистке шва от железных окислов(окалины окисей) травильными пастами, следует работать в защитных очках и наносить только на остывший металл, поскольку в них может содержатся плавиковая кислота. После очистки зону сварного шва необходимо подвергнуть операции пассивации. Пассивация металла — это процесс обработки поверхности с целю образования на ней слоев соединений препятствующих коррозии. То есть недостаточно только очистить сварной шов от продуктов сварки, необходимо так же восстановить защитный слой. Для этого так же существует разнообразная химия: гели, пасты. Иногда используют для пассивации нержавейки азотную или лимонную кислоту.

Существуют инновационные методы очистки и пассивации. Например метод электро-химической пассивации нержавеющего металла. Причем этот процесс осуществляется без применения продуктов травления, которые очень вредны для здоровья и окружающей среды. Благодаря этому производительность и качество работ позволяют нам выполнять заказы по изготовлению изделий из зеркальной нержавейки для элитных магазинов одежды, ресторанов, элементов интерьера.
Почему ржавеет нержавейка? На заметку
В данном примере нам не удастся ответить на вопрос почему же ржавеет нержавейка, так как мы просто рассмотрим вариант неправильного использования конкретной марки стали в определенных условиях. Предположим, ваш внук, являющийся большим поклонником Юрия Гагарина и главы компании Tesla и Space X, подходит к вам и говорит: — Деда, а давай сделаем ракету? Чем мы хуже американцев? – и действительно, чем? И вы, будучи увлеченным по молодости ракетостроением, решили с внуком на летних каникулах запустить на заднем дворе на вашей даче небольшую ракету. Не Р-7, конечно, а поменьше. Посмотрев старые записи, а также видео таких-же энтузиастов на ютубе, вы приступаете к работе в вашем гараже. Благо у вас сохранилось небольшое количество топлива на основе пары жидкий кислород и керосин, а неподалеку есть металлобаза.
И вот, после нескольких недель конструирования ваше чудо готово к запуску. Алюминиевый корпус полутораметровой ракеты и двигатель, у которого баки сварены из нержавеющих листов AISI 304, красуется на заднем дворе, а вы уже созвали всех соседей, внук успел сделать несколько селфи с гостями и скоро начнется обратный отсчёт до запуска. Чистое небо и приподнятое настроение способствует скорейшему запуску. Камеры телефонов наведены на вашу ракету, внук отсчитывает заветные «три, два, один! Поехали!» Производится поджиг топлива и запуск произведен! Из сопла раздается шум, химическая реакция окисления с последующим выделением тепла идёт полным ходом. Металлические хомуты, приваренные к профильным трубам, являющиеся подобием ферм-опор, отводятся от корпуса ракеты и обтекаемая конструкция несется ввысь. В считанные секунды ракета со свистом взлетает под восторженные возгласы смотрящих, оставляя за собой небольшое количество дыма. Оптика камер телефонов пытается отследить быстро удаляющийся объект в небе. Проходит секунд десять, как вдруг небольшая вспышка в небе даёт вам понять, что до стратосферы вашей ракете не дотянуть. Удивленные вскрики гостей и протяжное «Н-е-е-е-т!» вашего внука, переносящего свой взор на вас, зарождает в последующей молчаливой паузе немой вопрос — Как тебе такое, Илон Маск? Что же могло произойти?
Есть подозрения, что произошёл взрыв в отсеке с жидким топливом. А произошёл он потому, что нержавеющая сталь AISI 304 не выдерживает такие температуры, при которых горело керосинное топливо с кислородом. В ГОСТе 5632-72, где отечественным аналогом импортной стали является нержавеющая сталь 08Х18Н10 указано, что рекомендуемая максимальная температура применения 800 °С. Горение же топлива происходило при температурах, дважды превышающих этот показатель. К слову сказать, сам двигатель нужно было лучше сделать из меди, ведь благодаря её намного высокой, чем у нержавейки, теплопроводности, ракета бы пролетела значительно выше из-за того, что стенки баков в двигателе прогорели-бы позже. Так что на будущее имейте в виду, что лучше использовать нержавеющую сталь согласно её специфики применения, нежели омрачить воспоминания внука о лете, проведенном у дедушки на даче.
Уход за нержавеющей сталью
Было бы наивным предполагать, что изделия из нержавеющих сплавов сами по себе будут сохранять свой элегантный и нарядный внешний вид в ходе длительной эксплуатации. Для сохранения рабочих качеств и внешнего вида нержавейки за ней потребуется соответствующий периодический уход. В обычных условиях, когда используется химически нейтральная неагрессивная среда при обычных температурах, может быть достаточным регулярное промывание изделий теплой водой с мыльным раствором. Не рекомендуется использовать моющие и чистящие средства на основе аммиака или абразивных порошков. При появлении первых признаков точечной коррозии, таких, как пятна и точки, их следует удалить жесткой щеткой или плотной губкой. Если процесс продолжает развиваться, потребуется использование более серьезных восстанавливающих средств. Такие составы, ка Cilitили Цинкарь неплохо справляются на начальных этапах. Подойдет также т 8-% раствор лимонной кислоты. После использования восстанавливающих средства обработанные места следует промыть большим количеством воды.
Пассивирование нержавеющей стали
Процесс пассивирования состоит в преднамеренном образовании на поверхности металла слоя труднорастворимых окислов, защищающих толщу детали от воздействия агрессивной среды.
На поверхность наносят окисляющие составы, такие, например, как 8% раствор лимонной кислоты. В промышленных условиях используют более сильные реактивы. Для ускорения пассивации температуру детали и раствора увеличивают.
Следует учитывать, что при механическом воздействии пассивирующий слой разрушается, и изделие снова становится подверженным коррозии. Поэтому процесс пассивации требуется повторять по мере необходимости.
Может ли нержавейка ржаветь
Нержавеющая сталь имеет несколько марок сплавов, каждый из которых характеризуется некоторыми отличиями. К примеру, чем выше в сплаве содержание никеля, тем выше его антикоррозионная стойкость.Теоретически, не исключен вариант, когда установленный вами элемент из нержавейки все же начнет ржаветь. Дело, скорее всего, именно в неправильном выборе марки.
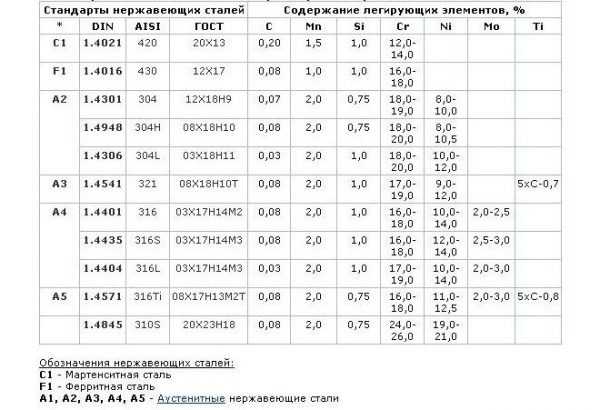
Существует несколько классификаций и марок нержавеющих сталей. В настоящее время, фактическим международным стандартом является американская классификация AISI (аналог нашего ГОСТа в отношении металлов и сплавов).
Для производства ограждений и перил активно используются 3 марки стали:
-
AISI 304 – самая качественная. Аналог по российскому ГОСТу – 08Х18Н8. Содержит не менее 8 % никеля и не менее 18 % хрома, что делает сплав устойчивым к воздействию различных агрессивных химикатов, не говоря уже о водной коррозии. Изделия из этой марки стали могут использоваться в качестве наружных ограждений, а так же в помещениях с высокой влажностью воздуха (бассейны, например).
AISI 201 – более дешевый заменитель вышеуказанной марки. Аналог по ГОСТу России – 12Х15Г9НД. Отличается низким содержанием никеля (около 1 %) и чуть меньшим содержанием хрома (в районе 15 %). Данная марка отлично подходит для использования внутри помещений, так как имеет низкую стоимость и обладает достаточной устойчивостью к коррозионным процессам в условиях отсутствия прямого воздействия воды и повышенной влажности. Для использования вне помещений или в помещениях с высокой влажностью не рекомендуется.
AISI 430 – самый дешевый сплав, отличающийся полным отсутствием никеля. Ближайший аналог по ГОСТу – 12Х17. Данная марка стали обычно используется для производства крепежных деталей и некоторых внутренних элементов для оборудования, работающего в условиях агрессивных сред. Однако, для производства больших конструкций, для которых важен привлекательный внешний вид, она подходит плохо, так как следы ржавчины появятся на ней относительно быстро.
Итак, нам нужны долговечные перила или ограждения. Что для этого требуется?
-
Правильная марка стали. Для наружных элементов выбирайте AISI 304, а для внутренних пойдет и AISI 201. Марка AISI 430 для производства ограждений не годится.
Поинтересуйтесь гарантиями производителя (продавца). На изделия из качественной стали она будет не менее года, а то и выше.
Правильный уход. Чистку изделий из нержавейки необходимо проводить таким образом, чтобы не повредить верхний слой материала. Именно он защищает сталь от коррозии, и использование жестких щеток или порошковых чистящих средств может его разрушить.
Коррозия нержавеющих сталей
Несмотря на то, что высоколегированные, в том числе хромистые, стали называются нержавеющими, при определённых условиях они подвержены коррозии. И хотя подобные случаи довольно редки, знания условий возникновения разных типов коррозии и мер противодействия ей лишними не будут.
Точечная или питтинговая коррозия
Это вид коррозии, приводящей к образованию небольших отверстий в металле. Причиной точечной коррозии служит недостаток кислорода в небольшой области. Эта область становится анодной, в то время как зона избытка кислорода становится катодной, вызывая местную гальваническую коррозию.
Точечная коррозия имеет свойство проникать вглубь металла, чем весьма коварна. Это распространённый вид коррозии нержавеющей стали, приводящей к образованию отверстий в баках, резервуарах и стенках труб.


Сенсибилизация нержавеющих сталей и коррозия сварных швов

Сенсибилизация нержавеющей стали — это вид межкристаллитной коррозии, который приводит к выпадению кристаллов стали с поверхности металла. Если это происходит в зоне сварного соединения, его часто называют коррозией сварного шва. Если сенсибилизация происходит в пределах узкой полосы, это называется ножевой коррозией.
Сенсибилизация вызывает коррозию, так как межзёренные границы теряют хром из-за образования интерметаллических карбидов. Когда сенсибилизированная нержавеющая сталь встречается с водой ненадлежащей чистоты и кислотности, центр кристалла становится катодом, а межзёренная граница – анодом. Межзёренные связи ослабевают, кристаллы выпадают с поверхности и процесс коррозии резко ускоряется.
Для нейтрализации этого явления применяется пассивирование нержавеющей стали.
Коррозия в водной среде
Коррозия нержавеющих сталей в воде, так же как и в атмосфере, носит как питтинговый так и межкристаллитный (межзёренной) характер при этом наиболее часто коррозии подвергаются зоны сварных швов.
Процесс коррозии, его скорость, характер и глубина повреждения зависят от состава воды и условий эксплуатации. Наибольшее влияние на коррозию оказывают такие факторы, как жёсткость воды (присутствие в воде комплексов солей карбонатов, сульфатов, хлоридов) наличие ионов железа, величина рН, содержание примесей тяжёлых металлов (особенно меди и ртути) и насыщение кислородом. Скорость коррозионного процесса повышается при повышении температуры воды. Стоячая вода также способствует увеличению скорости процесса коррозии.
Небольшое отклонение значения рН от нейтральной среды в кислотную (рН до 4,0) или слабощелочную увеличивает скорость коррозии в воде. Минимальная скорость коррозии наблюдается при рН от 6 до 7. Бикарбонат незначительно влияет на коррозию. Присутствие в воде сульфатов может повышать сопротивление питтинговой коррозии. Большое влияние на коррозионную активность воды оказывают хлориды. Заметное увеличение скорости коррозии наблюдается при увеличении их концентрации от 50 до 300 мг/л. Влияние хлоридов резко возрастает в присутствии ионов меди и заметно в присутствии карбонатов.

Особо следует отметить негативное влияние повышенного содержания в воде ионов железа. В этом случае при контакте с атмосферным и растворенным в воде кислородом происходит их окисление с характерным изменением цвета воды и её загрязнение продуктами окисления с последующим выпадением их в осадок, который вызывает резкое ускорение процесса коррозии. В качестве характерного примера можно привести «ржавые» потеки на санфаянсе при протечках воды.
Действенной мерой по воспрепятствованию негативного влияния воды ненадлежащей чистоты и рН является её отстаивание в специальных ёмкостях до применения, что является наиболее простым и действенным методом. При значительной загрязнённости воды требуется очистка с использованием бытовых фильтров. Кроме того, предназначенные для хранения и нагрева воды ёмкости подлежит надлежащему периодическому уходу.
Уход за нержавеющей сталью
Если изделия из нержавеющей стали призваны эксплуатироваться длительное время и сохранять хороший внешний вид, не стоит полагать, что они могут обходиться без ухода. В городской среде или в загородных условиях для поддержания внешнего вида требуется регулярное мытье тёплой водой с содержанием ПАВ. Следует избегать очистителей, содержащих хлориды или аммиак. При обнаружении на поверхности стали пятен или ямок следует удалить пятна жёсткой губкой. С момента появления питтингов потребуется более регулярный уход. Действенной мерой по устранению загрязнений от окислов железа является применение средств « Cillit », «Цинкарь» и аналогичных им. Можно применять и 8% лимонную кислоту. После применения указанных средств, следует тщательно промыть изделие чистой водой.
Пассивирование нержавеющей стали
В условиях, где риск возникновения коррозии является критичным, применяется пассивирование.
Оно выполняется путём применения окислителей, которые растворяют железо, но не оксиды легирующих элементов. Возможно применять 8%-ную лимонную кислоту при комнатной температуре. Скорость процесса пассивации с использованием лимонной кислоты можно повысить путём увеличения температуры раствора.
Повторение процедуры пассивирования перед началом эксплуатации и далее один раз в два месяца повысит срок службы изделий, предназначенных для хранения и нагрева воды.
Почему ржавеет «нержавейка»
 Ржавчина на нержавеющей стали вызывает много вопросов. Действительно ли эта сталь нержавеющая? Если это нержавейка, то почему она заржавела? Откуда берется ржавчина? Будет ли нержавейка ржаветь и дальше, и приведет ли это к образованию сквозной коррозии?
Ржавчина на нержавеющей стали вызывает много вопросов. Действительно ли эта сталь нержавеющая? Если это нержавейка, то почему она заржавела? Откуда берется ржавчина? Будет ли нержавейка ржаветь и дальше, и приведет ли это к образованию сквозной коррозии?
Нержавеющие стали устойчивы к коррозии потому, что их состав имеет высокий процент хрома. Когда этот элемент присутствует в стали в достаточном количестве и подвергается окислительному воздействию кислот, щелочей, воды, воздуха и других сред, он образует очень тонкий (130 ангстрем) непроницаемый слой оксида CrO, который останавливает дальнейшую коррозию.
В этом плане нержавеющие стали очень похожи на алюминий, который также формирует защитный окисный слой. От оксида алюминия слой CrO отличается тем, что он никогда не бывает таким толстым, что даже виден невооруженным глазом. Хром должен быть распределен равномерно в структуре стали для того, чтобы она стала «нержавейкой».
Что приводит к образованию ржавчины на поверхности из нержавеющей стали?
Ржавчина образуется на поверхности из нержавеющей стали тогда, когда недостаточно легирующего хрома для создания и поддержания необходимого оксидного слоя.
Простейшее условие, при котором ржавление может возникнуть на нержавеющей стали, — контакт обычной углеродистой или низколегированной стали с нержавеющей.
Еще один вид формирования ржавчины на нержавеющей стали происходит во время сварки, например, при сварке с использованием порошковой проволоки. На неочищенной поверхности нержавеющего металла может остаться тонкий слой свободного железа, который легко ржавеет, если металлическая поверхность не была очищена абразивным или химическим способом после сварки.
Технология изготовления и эксплуатации нержавеющей стали должна предусматривать отсутствие ее контакта с обыкновенной сталью, например, при изготовлении столов, подъемных средств, складских стеллажей и других металлоконструкций. Железная пыль, образующаяся при измельчении, резке, струйной очистке, должна быть как можно дальше от мест, где используется нержавеющая сталь.
Чистящие и абразивные инструменты, такие как шлифовальные круги и проволочные щетки, использованные ранее на углеродистой или низколегированной стали, не должны впоследствии применяться на нержавеющих сталях.
Для нержавеющей стали должны использоваться проволочные щетки только из нержавейки. Постоянное применение металлических щеток, даже из нержавейки, не рекомендуется, так как они оставляют на поверхности механические повреждения, способствующие образованию коррозии. Очистку проволочной щеткой можно использовать для удаления сварочного шлака.
Наличие свободного железа на поверхности нержавеющей стали, легко определяется путем опрыскивания стали водой и выдержки во влажном состоянии в течение нескольких часов.
Зоны, содержащие свободное железо, заржавеют и окрасятся.
Гораздо более быстрым способом выявления свободного железа является ферроксильный тест. Состав для обработки поверхности включает:
1) дистиллированная вода — 1 литр,
2) азотная кислота — 30 миллилитров,
3) ферроцианид калия — 30 грамм.
Обработка металла должна производиться в защитной одежде, поскольку состав содержит кислоту и цианиды. Поверхность на загрязненных зонах окрасится в синий цвет в течение нескольких минут. Затем состав нужно смыть водой и нейтрализовать раствором соды. Однако этот метод не подходит для испытания поверхностей, соприкасающихся с пищевыми продуктами.
Очень часто процесс коррозии развивается по краям сварного шва. Цвет оксидов может варьироваться от соломенного до темно-коричневого, в конечном итоге они превращаются в красный цвет ржавчины.
При нормальных атмосферных условиях коррозия, связанная со сваркой, не развивается, а просто выглядит некрасиво. Сварные швы должны быть очищены в течение одного или двух дней после сварочных работ, грубые или шероховатые поверхности должны быть зашлифованы, удалены царапины, шлак, флюс и брызги.
В продаже имеется много специальных чистящих веществ для нержавеющих сталей. Эти моющие средства изготавливаются на основе азотной или соляной кислот; они обычно удаляют небольшой слой материала (около 0,025 мм). После выдержки на поверхности они должны быть тщательно смыты и нейтрализованы водой с содой.
Пассивация в азотной кислоте изделий из нержавеющей стали помогает ускорить формирование оксидной пленки хрома, препятствующей корродированию металла.

Существует несколько видов коррозии нержавеющей стали:
1. Общая коррозия, когда наблюдается разрушение окисной пленки на всей поверхности. При проникновении галогенов (фтора, хлора, брома и йода) через пассивирующую пленку происходит активный процесс коррозии. Именно поэтому при чистке нержавеющих поверхностей нельзя использовать хлорсодержащие вещества, например, белизну. Хлориды являются главным врагом нержавеющей стали.
2. Щелевая коррозия. Она возникает при наличии небольшого зазора в конструкциях из нержавеющей стали. Процесс ярко проявляется на примере крепежных элементов, эксплуатирующихся в морской воде. Хлориды, содержащиеся в воде, способствуют удалению окисного слоя. При отсутствии доступа кислорода и движущихся потоков воды коррозия продолжается.
3. Точечная. Она аналогична гальванической коррозии при точечном поражении защитного оксидного слоя и одновременном воздействии агрессивной среды. Нержавеющая сталь в поврежденном месте становится анодом, а пассивированная часть металла — катодом, в результате анод начинает быстрее растворяться, вызывая питтинговую коррозию.
4. Гальваническая коррозия, возникающая в результате прямого контакта разнородных металлов в агрессивной токопроводящей среде, например, в морской воде. При проектировании нержавеющих конструкций должны учитываться внешнее воздействие среды и взаимодействие в этих условиях нержавейки с другими металлами.
5. Межкристаллитная коррозия, возникающая при очень высокой температуре, например, при сварке.
6. Эрозивная коррозия, возникающая в результате воздействия абразивной жидкости с большой скоростью, постоянно разрушающей оксидную пленку.
Каков же самый простой и эффективный метод борьбы с коррозией нержавеющей стали? Чистота, чистота, и еще раз чистота. Посмотрите на нержавеющую кухонную раковину в любом доме — она подвергается воздействию самых различных химических веществ, но ее поверхность всегда остается яркой.
Почему? Потому что постоянный поток свежей воды и протирка удаляют вредные химические вещества, которые могут повредить окисную пленку. Чистота имеет важнейшее значение для максимальной устойчивости нержавеющих сталей к коррозии.