Современные автомобили имеют трехслойные покрытия кузовных деталей. Их поверхность покрывается специальным прозрачным лаком, который защищает краску и обеспечивает отличные декоративные функции. Качество применяемого лака во многом обуславливает долговечность ремонта. Профессионалы используют только высококачественные покрытия (шеллак), причем цена совсем не является определяющим фактором. Для обработки кузова авто приобретают лак HS или другие модификации материала.
Классификация лаков
Все автомобильные лаки маркируются различными буквами (аббревиатурой). В чем разница между ними? Способ маркировки основан на содержании сухого остатка – самого важного параметра материала. Также маркировка учитывает концентрацию полимера, есть различия и в твердости средства.

Все лаки делятся на такие группы по сухому остатку:
- LS (низкое содержание). Имеют высокую текучесть, большой расход, выделяют много летучих компонентов, то есть не являются экологичными. В большинстве стран уже не используются.
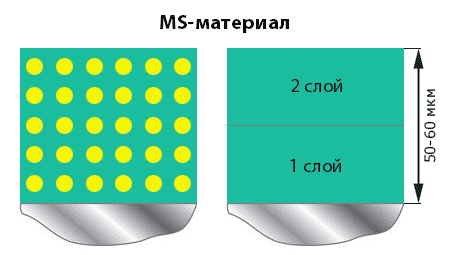
- MS (среднее содержание). До ½ состава – органические разбавители. Лак этого типа прозрачный, отлично полирует, придает красивый блеск, но требует нанесения в 2-3 слоя из-за жидкой текстуры. Чаще используется для частичного окрашивания авто.
- HS (высокое содержание). Включают 60% сухого остатка, экологичны, экономичны, быстро сохнут. Могут наноситься в 1,5 слоя (первый тонкий, второй полноценный). Отличие лаков в том, что они более сложны в последующей обработке. Материал очень популярен при вторичном ремонте и нанесении аэрографии.
- UHS/VHS/HD. Это – лаки последнего поколения, которые требуют сушки при высоких температурах и обеспечивают качественное покрытие. В них присутствует сверхвысокое количество сухого остатка.
Чем выше сухой остаток, тем меньше летучих веществ проникает в воздух, следовательно, тем менее лаки будут токсичны для мастера и атмосферы. Также существуют специальные автомобильные лаки для полировки фар (например, BODY Lens Clear) – они производятся в аэрозолях и применяются только по непосредственному назначению.

Нанесение MS-лаков
Существует много популярных лаков данной серии. К ним относятся Vika (Вика), Brulex (Брюлекс), Reoflex (Реофлекс), Quickline и прочие. Нанесение и сушка таких средств практически не отличаются от таковых у акриловых автоэмалей: тоже требуется минимум два слоя с полным просушиванием. Лучшие условия для применения материалов MS таковы:
- температура окружающей среды – от +10 до +20 градусов,
- влажность воздуха – до 80%.
Материал наносится на подготовленную поверхность при помощи краскопульта. Сушку допустимо проводить естественным способом, для ускорения процесса делают горячую принудительную сушку.
При повышении температуры скорость испарения растворителей повышается, а на поверхности формируется пленка. Те частицы растворителя, что все еще находятся под пленкой, устремляются в атмосферу позже. Они неизбежно образуют на пленке микродырочки – поры лака, которые визуально незаметны, но в будущем могут приводить к негативным последствиям.

Покрытие со временем перестанет блестеть, станет матовым и шероховатым. Поэтому рекомендуется не производить горячую сушку сразу после нанесения слоя – следует выждать для испарения большего количества летучих веществ, чтобы не возникло «эффекта закипания». Оптимальное время выдержки – 10 минут, при плохой вентиляции в помещении – до 15-20 минут, при этом верх краски должен быть сухим на ощупь. Далее наносят еще один или два слоя лака MS.
Нанесение HS-лаков
Лаки с high-концентрацией сухого остатка содержат меньше органических растворителей, по текстуре более плотные, меньше текут. Работа с ними различается с той, что проводят со средствами MS. Популярными марками являются Novol (Новол), Solid (Солид), Dyna 6000 и другие.
Технология применения материала подразумевает так называемое полутораслойное нанесение, но начинающие мастера зачастую не могут справиться с методикой. Сложно сразу определить нужную толщину каждого слоя и не ошибиться. Как и в предыдущем случае, важно идеально выполнить первый слой, чтобы готовое покрытие было качественным. Распространенной ошибкой является выполнение очень тонкого, сухого первого слоя и последующее наложение слоя толстого. Это приводит к появлению «апельсиновой корки», или шагрени, а также следующих дефектов:
- потеков,
- капель,
- кипения,
- отсутствия нужного блеска.
Нанесение двух толстых слоев материала не менее вредно, поскольку это придает ненужную грубость покрытию. Правила применения средств HS таковы: первый слой выполняется тонким, после чего должен получиться эффект полуглянца. Через 5 минут делают второй слой, полноценной толщины, мокрый. Если же первое покрытие все-таки получилось полноценным, ему надо дать высохнуть полностью (15 минут), после досушить на воздухе или при помощи приборов инфракрасной сушки.

Особенности применения лаков HS:
- есть необходимость в добавлении пластификаторов,
- если нужен более матовый оттенок, следует добавить матирующие вещества,
- вязкость меняется в зависимости от температуры – при нанесении холодного лака во время сушки могут появиться дефекты, поэтому температура окружающей среды должна быть оптимальной (ближе к +20 градусам).
Нанесение UHS/VHS-лаков
Летучих веществ в данной группе материалов еще меньше, а сухой остаток выше. Риск образования подтеков и прочих дефектов при их применении низок. Обычно хватает одного слоя, чтобы покрытие кузова выглядело идеально, так как его можно наносить с достаточной толщиной. Реже выполняют 1,5 слоя:
- первый – буквально невесомый,
- второй – полноценный, наносится сразу, без выдерживания.
Такая техника лакирования авто поможет сделать пропитку базы, что уменьшит опасность микропросадки лака. Лаки этой группы не требуют разведения, так как их вязкость уже является нормальной. В редких случаях материал разводят, но не более чем на 5%. Более сильное разбавление средства увеличит риск появления потеков и наплывов, часто приводит к закипанию пленки.
Сушку покрытия лучше всего делать в специальной камере – это серьезно повысит эксплуатационные качества. Современные лаки очень требовательны к сушке, поэтому в гаражных условиях справиться с работой может быть сложно.
Толстый слой лака следует тщательно просушить, иначе не будет набрана необходимая твердость. До сушки выдерживают покрытие 20 минут на воздухе, обязательно при хорошей вентиляции. Далее лак досушивают в инфракрасной кабине.
Лак – это завершающий слой автомобильного покрытия, и малейшая ошибка в его нанесении выльется в большую проблему. Поэтому важно правильно подбирать и верно применять средство, чтобы отремонтированное авто выглядело идеально.
Сравнение и порядок применения автомобильных лаков HS, MS, UHS/VHS: разбираемся во всех подробностях


Большинство современных автомобилей несут на себе двух- или трехслойные покрытия, в которых последним слоем поверх цветной эмали нанесен прозрачный лак. В этом многослойном «пироге» лаковый слой выполняет несколько важных функций, как защитных, так и декоративных. От качества нанесения лака в огромной степени зависит и общее представление о проведенном ремонте. Ведь у одного маляра лак блестит, а у другого тусклый, у одного гладкий, как зеркало, а у другого торчит «апельсиновой коркой». В общем, это тот слой, в котором может отражаться как профессионализм, так и неопытность маляра.
Его величество — лак
К современным лакам предъявляются довольно разносторонние требования. Лак должен обладать высокой механической прочностью, но в то же время быть эластичным. Он должен быть стойким к различным химическим веществам и к атмосферным воздействиям, иметь высокую прозрачность и отменный блеск.
Кстати, о блеске. Что вообще такое блеск? Поможет нам в этом разобраться один интересный эксперимент, описанный в учебнике Р. Поля «Оптика и атомная физика».
Эксперимент сводился к следующему. На расстоянии нескольких миллиметров от листа матовой оранжево-красной бумаги установили закопченную мелкую проволочную сетку, а полученную конструкцию стали освещать ярким белым светом.
При этом происходили интересные вещи: в одном положении через петли сетки были видны тени ее проволочек (яркость которых мала) и из-за этого наблюдателю казалось, что видна не сетка, а покоробленная блестящая медная пластина. В ином положении через петли стала видна незатененная часть бумаги и субъективно это воспринималось как яркий блеск поверхности.
Получается, что блеск — это только «видимость», а не физическое свойство поверхности предмета! Такой вот неожиданный вывод был сделан из этого эксперимента.

Описанный эксперимент как нельзя лучше нам демонстрирует, насколько велико влияние субъективных факторов при оценке качества работы маляра. Субъективными пристрастиями также объясняется и различная оценка малярами характеристик одного и того же лака, и наличие множества диаметрально противоположных точек зрения относительно тех или иных продуктов.
Например, одни маляры нахваливают жидкие лаки, приводя в аргумент их хорошую растекаемость и неприхотливость к условиям. Другие предпочитают густые, позволяющие наносить более толстые слои и достигать нужной толщины покрытия при меньшем количестве проходов. Каждый здесь по-своему прав, спорить по этому поводу бессмысленно.
Ну а производителям современных ЛКМ ничего не остается, как попытаться предложить потребителям побольше различных лаков (как говорится, на все случаи жизни), которые в результате своего применения давали бы одинаково хороший результат.
И действительно, выбор прозрачных лаков на сегодняшний день очень богат. Это дает возможность адаптировать любой вид ремонта под условия ремонтного предприятия и даже под индивидуальные навыки и привычки того или иного маляра.
Например, быстросохнущие лаки эффективны для выполнения локальных ремонтов и окраски небольших поверхностей при дефиците времени. Долго сохнущие используются для покрытия панельных поверхностей большой площади либо перекраски всей машины, а также при работе в жару. Лаки повышенной твердости наилучшим образом подходят для окраски частей машины, больше других подверженных механическим воздействиям при эксплуатации — передних крыльев, капотов, бамперов. Керамические лаки — для окраски дорогих элитных автомобилей. И так далее.
Нужно понимать, что каждый из этих продуктов обладает своим специфическим набором характеристик, которые дадут положительный эффект только в случае его правильного использования.
На этом закончим, наконец, это длинное введение, и перейдем ближе к делу.
В прошлой статье мы выяснили, что одним из важнейших параметров лаков является содержание сухого остатка. По этому признаку все лаки делятся на несколько классов:
- LS — low solid (низкое содержание сухого остатка);
- MS — medium solid (среднее содержание сухого остатка);
- HS — high solid (высокое содержание сухого остатка);
- UHS/VHS — ultra high solid/very high solid (сверхвысокое содержание сухого остатка).
LS-материалы из-за низкой продуктивности и высокой токсичности уже давно канули в лету, поэтому начнем мы с материалов MS.
Классификация лаков
Все автомобильные лаки маркируются различными буквами (аббревиатурой). В чем разница между ними? Способ маркировки основан на содержании сухого остатка – самого важного параметра материала. Также маркировка учитывает концентрацию полимера, есть различия и в твердости средства.

Все лаки делятся на такие группы по сухому остатку:
- LS (низкое содержание). Имеют высокую текучесть, большой расход, выделяют много летучих компонентов, то есть не являются экологичными. В большинстве стран уже не используются.
- MS (среднее содержание). До ½ состава – органические разбавители. Лак этого типа прозрачный, отлично полирует, придает красивый блеск, но требует нанесения в 2-3 слоя из-за жидкой текстуры. Чаще используется для частичного окрашивания авто.
- HS (высокое содержание). Включают 60% сухого остатка, экологичны, экономичны, быстро сохнут. Могут наноситься в 1,5 слоя (первый тонкий, второй полноценный). Отличие лаков в том, что они более сложны в последующей обработке. Материал очень популярен при вторичном ремонте и нанесении аэрографии.
- UHS/VHS/HD. Это – лаки последнего поколения, которые требуют сушки при высоких температурах и обеспечивают качественное покрытие. В них присутствует сверхвысокое количество сухого остатка.
Чем выше сухой остаток, тем меньше летучих веществ проникает в воздух, следовательно, тем менее лаки будут токсичны для мастера и атмосферы. Также существуют специальные автомобильные лаки для полировки фар (например, BODY Lens Clear) – они производятся в аэрозолях и применяются только по непосредственному назначению.

Нанесение MS-лаков
Существует много популярных лаков данной серии. К ним относятся Vika («Вика»), Brulex («Брюлекс»), Reoflex («Реофлекс»), Quickline и прочие. Нанесение и сушка таких средств практически не отличаются от таковых у акриловых автоэмалей: тоже требуется минимум два слоя с полным просушиванием. Лучшие условия для применения материалов MS таковы:
- температура окружающей среды – от +10 до +20 градусов;
- влажность воздуха – до 80%.
Материал наносится на подготовленную поверхность при помощи краскопульта. Сушку допустимо проводить естественным способом, для ускорения процесса делают горячую принудительную сушку.
При повышении температуры скорость испарения растворителей повышается, а на поверхности формируется пленка. Те частицы растворителя, что все еще находятся под пленкой, устремляются в атмосферу позже. Они неизбежно образуют на пленке микродырочки – поры лака, которые визуально незаметны, но в будущем могут приводить к негативным последствиям.

Покрытие со временем перестанет блестеть, станет матовым и шероховатым. Поэтому рекомендуется не производить горячую сушку сразу после нанесения слоя – следует выждать для испарения большего количества летучих веществ, чтобы не возникло «эффекта закипания». Оптимальное время выдержки – 10 минут, при плохой вентиляции в помещении – до 15-20 минут, при этом верх краски должен быть сухим на ощупь. Далее наносят еще один или два слоя лака MS.
Нанесение HS-лаков
Лаки с high-концентрацией сухого остатка содержат меньше органических растворителей, по текстуре более плотные, меньше текут. Работа с ними различается с той, что проводят со средствами MS. Популярными марками являются Novol («Новол»), Solid («Солид»), Dyna 6000 и другие.
Технология применения материала подразумевает так называемое полутораслойное нанесение, но начинающие мастера зачастую не могут справиться с методикой. Сложно сразу определить нужную толщину каждого слоя и не ошибиться. Как и в предыдущем случае, важно идеально выполнить первый слой, чтобы готовое покрытие было качественным. Распространенной ошибкой является выполнение очень тонкого, сухого первого слоя и последующее наложение слоя толстого. Это приводит к появлению «апельсиновой корки», или шагрени, а также следующих дефектов:
- потеков;
- капель;
- кипения;
- отсутствия нужного блеска.
Нанесение двух толстых слоев материала не менее вредно, поскольку это придает ненужную грубость покрытию. Правила применения средств HS таковы: первый слой выполняется тонким, после чего должен получиться эффект полуглянца. Через 5 минут делают второй слой, полноценной толщины, мокрый. Если же первое покрытие все-таки получилось полноценным, ему надо дать высохнуть полностью (15 минут), после досушить на воздухе или при помощи приборов инфракрасной сушки.
Особенности применения лаков HS:
- есть необходимость в добавлении пластификаторов;
- если нужен более матовый оттенок, следует добавить матирующие вещества;
- вязкость меняется в зависимости от температуры – при нанесении холодного лака во время сушки могут появиться дефекты, поэтому температура окружающей среды должна быть оптимальной (ближе к +20 градусам).
Нанесение UHS/VHS-лаков
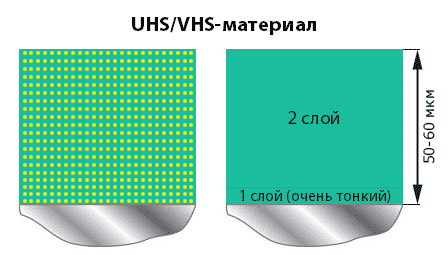
Среди прочих лаков материалы данной группы отличаются самым низким содержанием летучих веществ (Low VOC) и, соответственно, наибольшим содержанием сухого остатка. Это позволяет наносить их более толстыми слоями без риска образования подтеков. Нередко для укрытия поверхности таким лаком достаточно всего одного полного слоя.

UHS-лаки наносятся либо в один, либо в полтора слоя. Только в отличие от HS-лаков это несколько другие 1,5 слоя. Здесь первый слой должен быть очень легкий, невесомый, после чего сразу же, без паузы наносится полный слой. Первый слой нужен не для набора необходимой толщины, а для пропитки базы во избежание микропросадки основного слоя
Именно эта однослойность и обуславливает некоторые особенности работы с UHS-материалами.
Проявляются эти особенности уже начиная с приготовления материала. Дело в том, что UHS-лаки практически не требуют дополнительного разбавления. По сути, их вязкость закладывается уже при производстве, поэтому добавление разбавителя для таких материалов либо минимально (до 5%), либо не рекомендовано вообще.
А не рекомендуется этого делать по следующим причинам. UHS-лаки обладают очень высокой тиксотропностью. Для таких толстослойных материалов это свойство просто жизненно важно: оно позволяет при большой толщине нанесения избежать возникновения подтеков, особенно на вертикальных поверхностях. А если даже специально сделать подтек, он по мере высыхания как бы растянется, и превратится лишь в совсем незаметную плавную выпуклость.
Добавление же большого количества разбавителя делает материал более жидким и снижает его тиксотропность, а значит вероятность возникновения подтеков и наплывов увеличивается. Кроме того, избыток разбавителя ускоряет образование поверхностной пленки при испарении, что может привести к закипанию материала.
Вторая особенность проявляется при сушке.
Во-первых, желательно, чтобы сушка (как и нанесение) UHS-лака проходила в условиях окрасочной камеры. Вообще, любой лак, высушенный в камере или ИК-сушкой, будет иметь более высокие прочностные и визуальные характеристики, чем выдержанный в естественных условиях.
Но если MS- и HS-материалы прощают нам довольно много ошибок в условиях плохого воздухообмена и отсутствия какой-либо принудительной сушки (проще говоря, в гаражных условиях), то UHS-лаки в этом плане куда более требовательны. Оно и понятно: у нас же на машине висит один толстенный слой, мы просто обязаны его хорошенько прогреть по всей толщине. В противном случае процесс набора полной твердости может превысить все целесообразные временные технологические рамки.
Во-вторых, перед началом сушки потребуется выдержка не менее 15-20 минут с обязательным воздухообменом (где-то на уровне 20000 м³/ч), чтобы помочь растворителям выйти из этой толстой 50-60-микронной массы (а в жидком виде и все 100 мкм). При плохой вентиляции (или ее отсутствии) растворители могут не успеть выйти из глубины слоя до начала формирования поверхностной пленки, как итог — всем нам хорошо знакомое кипение.
Такое часто происходит, когда спешащий домой под конец смены маляр, чтобы не терять времени и не ждать окончания сушки, нагревает камеру, а затем выключает ее, полагая, что в его отсутствие автомобиль и так «дойдет». Утром же перед ним предстает ужасающая картина — лак закипел. Отсутствие вентиляции не позволило частицам растворителей вовремя испариться и они остались под пленкой, а после изрешетили ее. Причем на вертикальных поверхностях дефект практически не проявляется, поскольку испарение на них происходит не так интенсивно, а вот все горизонтальные (капоты, крыша) — испорчены.
Словом, UHS-лаки хороши, они обладают исключительной твердостью и прочностью, высочайшей степенью блеска, но требуют уважительного отношения к себе.
С целью снижения трудоемкости процесса полировку таких лаков специалисты рекомендуют производить уже спустя час после сушки лака в камере при 60°С.
Автолаки: виды и характеристики

Автомобильный лак – это прозрачная очищенная алкидная смола, со специальными добавками. Все лаки можно классифицировать по химическим свойствам и особенностям, области применения. Рассмотрим основные виды лаков и их маркировки.
По виду лака можно выделить матовые и глянцевые лаки. Глянцевые лаки обладают идеальным блеском и яркостью, устойчивы к ультрафиолету и атмосферным воздействиям. При этом они хорошо полируются и обладают отличной эластичностью. Матовый автолак не уступает по качеству глянцевому лаку. По химическому составу они отличаются только матирующей добавкой, которая добавляется в матовый лак, при этом эластичность такого лака значительно выше. Чаще всего матовые автолаки используются для декоративного окрашивания пластиковых деталей автомобиля, отличающихся высокой пластичностью, например бамперов. Уход за подобным лаком практически не нужен, он не требует полировки. Царапины на нем практически не видны. Однако, есть и ограничения – эффекты перламутров и хамелеонов не видны через матовый лак, таким образом некоторые краски и эксклюзивные составы не предполагают использования подобных лаковых покрытий.
Отдельной категорией стоит выделить керамические лаки или лаки, стойкие к царапинам. Эти лаки являются оригинальным химическим соединением, которое характеризуется особой прочностью и свойствами, которые позволяют небольшим царапинам затягиваться самостоятельно. Это происходит при нагревании поверхности лака. Именно керамический лак имеет самую высокую эластичность, что помогает ему быть устойчивым к атмосферным явлениям, таким как удары гравия, небольших камней, града или веток. Керамический, стойкий к царапинам лак, создает прочное покрытие кузова автомобиля и надолго сохраняет красивый вид новой машины. Несмотря на все преимущества, такой автомобильный лак невозможно восстановить частично, он не подходит для локального ремонта. Для того, чтобы следы ремонта не были заметны, необходимо покрыть заново лаком всю деталь. Кроме того, данный состав очень плохо полируется, если кузов автомобиля все-таки требует полировки, обычные методы не походят. И в настоящий момент, не все компании, занимающиеся полировкой, умеют работать с этими составами.
По количеству сухого остатка и твердости лаки имеют маркировки MS, HS, UHS, в зависимости от концентрации полимера в составе лака. Лаки HS (High Solids) — лак с высоким сухим остатком, лак MS (Medium Solid) – лак со средним сухим остатком. То есть, лаки MS со средним содержанием сухого вещества (остатка) – это те составы, в которых много летучих органических растворителей. Наносятся они, как правило, в два-три слоя, с обязательной межслойной выдержкой. Лаки HS с высоким сухим остатком – материалы, в которых количество вредных веществ (растворителей), минимально. Они наносятся в полтора слоя, обладают более глубоким блеском и быстро набирают свои полные эксплуатационные свойства после сушки. Лаки UHS (Ultra High Solids) – содержат максимальную концентрацию полимеров в своем составе. Неоспоримым преимуществом автомобильных лаков HS и UHS являются: скорость нанесения, быстрый набор жесткости, глубокий блеск (у некоторых производителей он достигает 97-98%), экологичность и безопасность в работе.
MS — универсальные двухкомпонентные быстросохнущие акрил-уретановые прозрачные лаки, со средним содержанием сухого остатка для частичной или полной окраски. Обычно годятся для воздушной сушки, образуют покрытие, устойчивое к образованию трещин. Минусом лака с маркировкой MS является необходимость наносить его в несколько слоев (минимально в 2) для достижения необходимого уровня блеска. Лаки некоторых производителей максимально приближены к заводской структуре поверхности, что идеально подходит для частичного лакирования автомобильных поверхностей. Так же все автолаки MS отлично полируються.
Прозрачный лак HS высочайшего качества используется при вторичном ремонте автомобилей, и при работах, связанных с дизайном автомобилей, при нанесении аэрографии. Данный лак высокой прозрачности, который обеспечивает высочайшее качество поверхности, превосходную яркость и блеск. Он устойчив к атмосферным воздействиям, ультрафиолету, обладает отличной эластичностью и превосходно полируется. Высококачественная последующая полировка является лишь доводочной операцией, и не снижает защитных свойств лака. Однако есть и свои недостатки: на превосходно отполированном покрытии видны малейшие царапины. Автомобильные мойки, щетки, разнообразные тряпки, и многое другое могут являться причинами их возникновения. Данный лак обладает достаточной прочностью, но соблюдать при этом некоторые меры предосторожности все таки необходимо. Крайне не рекомендуется протирать грязный автомобиль тряпками, щетками или иными жесткими приспособлениями, особенно в сухом состоянии. Также, достаточно серьезные проблемы могут вызвать сумки, коробки и прочие предметы, поставленные на грязный кузов, и, впоследствии, с него снятые или передвинутые (частички пыли и песка, всегда незримо присутствующие на кузове автомобиля, сыграют роль абразива, и оставят на Вашем авто глубокие царапины, которые впоследствии устранить будет довольно сложно). Настоятельно рекомендуется тщательно следить за мойкой автомобиля. Даже маленькие пятна грязи, пропущенные при мойке, и устраненные после мойки первой попавшейся под руку тряпкой, а не губкой с водой, как положено, могут оставить отметины. Большинство проблем, возникающих с глянцевыми лаками, решается полировкой. Однако, если проблемы зайдут дальше, например ДТП или другие повреждения, может потребоваться более серьезный ремонт.
Инновационные лаки с маркировкой UHS, включают в себя все достоинства лаков HS, при этом имеют уникальное отличие. Автомобильные лаки UHS очень быстро сохнут, процесс отвердения покрытия у некоторых производителей лаков этой серии около 45 минут при температуре 60˚С или 16 часов при температуре 23˚С. Эти автолаки еще более устойчивы к царапинам и атмосферным явлениям. По твердости покрытия они лишь немногим уступают керамическим лакам, при этом прекрасно полируются и подлежат локальному ремонту.
В зависимости от страны-производителя и марки автомобиля, могут использоваться лаки различных фирм. Автомобильные лаки отличаются фирмами-производителями. Разница заключается в технологиях, которые в каждой компании свои. Например, немецкие производители осуществляют сушку лаков в высокотемпературных камерах, что экономит время, но не сокращает затраты на электроэнергию и ресурсы. Японские производители осуществляют сушку с помощью химического катализа и ускорителей сушки. Это позволяет экономить тепло- и электроэнергию.
Знание подобных мелочей помогает воссоздавать покрытие максимально приближенное к оригинальному, и использовать материалы, наиболее подходящие для конкретного автомобиля.
Классификация ЛКМ по сухому остатку и VOC: LS, MS, HS, UHS/VHS

В современном мире ужасы всемирного похолодания сменяются угрозами глобального потепления, и наоборот. Объясняют это одной и той же причиной: человек загрязняет окружающую среду. Лакокрасочники тоже загрязняют, прежде всего — растворителями, испаряющимися в атмосферу. Поэтому вполне естественно, что в ходе эволюции лакокрасочных материалов одним из приоритетных направлений всегда была работа над экологическими свойствами продуктов. В конце концов, все мы хотим жить в чистом мире.
Именно экологические проблемы на протяжении многих лет заставляют законодателей большинства развитых стран, в первую очередь Западной Европы, предъявлять к производителям ЛКМ и кузовным мастерским новые, все более жесткие требования к экологической чистоте материалов. Прежде всего, эти требования направлены на сокращение выбросов в атмосферу вышеупомянутых растворителей или, как их называют по научному, — летучих органических соединений (volatile organic compounds, VOC).
C природой шутки плохи
Исследователи подсчитали, что доля органических растворителей, которые улетучиваются в атмосферу при производстве и применении одних лишь лакокрасочных материалов, составляет 32% от общей массы выбросов летучих органических веществ.
Чем опасны органические растворители? Помимо того, что они повышают пожаро- и взрывоопасность во время хранения и использования ЛКМ и негативно влияют на здоровье работников, они несут в себе еще более глобальную угрозу.
Летучие органические соединения относятся к веществам, которые способствуют образованию озона вблизи поверхности Земли, создающего так называемый летний смог.

И хотя озон является природной составляющей атмосферы и защищает Землю от избытка солнечного ультрафиолета, его повышенная концентрация может оказывать негативное влияние на живые организмы.
Так, переизбыток озона во вдыхаемом человеком воздухе вызывает боли и расстройства дыхательных путей, становится причиной неизлечимой астмы и других заболеваний. В связи с этим вполне понятной становится озабоченность европейских экологов, которые ставят задачу резкого сокращения вредных выбросов при покраске.
Однако в нашем Отечестве отношение к экологии пока не такое трепетное. Причем российское «невмешательство» в мировую политику вылилось в то, что даже стандарты в этой сфере у нас диаметрально противоположны западным. В Европе, в первую очередь, считают то что испаряется, обозначая этот параметр аббревиатурой VOC, который измеряется в граммах на литр. У нас же крайне важное значение имеет содержание материала, наоборот, оставшегося на поверхности после испарения всех растворителей — так называемое содержание сухого остатка.
Получается как всегда — они считают то, что улетело, а мы то, что осталось. Наверное, здесь дает о себе знать наш неистребимый оптимизм — прямо как в том популярном выражении о «наполовину пустом или наполовину полном стакане».
LS, MS, HS, UHS/VHS/HD
Эти волшебные аббревиатуры как раз и говорят нам о содержании сухого остатка в готовой к применению смеси того или иного лакокрасочного материала — эмали, грунта, лака:
- LS (Low Solid) — низкое содержание сухого остатка;
- MS (Medium Solid) — среднее содержание сухого остатка;
- HS (High Solid) — высокое содержание сухого остатка;
- UHS/VHS/HD (Ultra High Solid/Very High Solid/High Density) — «сверхвысокое» содержание сухого остатка.
В технической документации эта величина чаще всего указывается в процентном выражении. Например, указанная величина — 65%. Это значит, что из приготовленного и нанесенного материала, после испарения всех летучих растворителей на поверхности останется тех самых 65%. Остальное бездарно улетучилось в атмосферу, загрязняя окружающую среду и отравляя маляра.
К материалам различного содержания сухого остатка в лакокрасочной терминологии часто используются такие термины как «низконаполненный» (это относится к LS-материалам), «средненаполненный» (MS), «высоконаполненный» (HS).
Лучше понять, что подразумевается здесь под различной степенью наполненности поможет простой бытовой пример: насыплем в воду немного сахара и попробуем его растворить. Поначалу сахар будет хорошо растворяться, но если мы постепенно будем досыпать сахара больше и больше, то в определенный момент раствор достигнет стадии перенасыщения и произойдет его кристаллизация. Сверх того, что уже растворилось, в этом растворе уже ничего растворится не может.
Также мы не можем добавлять в кристаллизовавшийся раствор еще какую-нибудь жидкость, чтобы продолжать реакцию — более эффективного растворителя для сахара, чем вода, не существует.

Теперь спроецируем эту картинку на ЛКМ, где сахар — это пленкообразователи (смолы), а вода — растворители. Растворимость смолы зависит как от ее молекулярной массы и химического состава, так и от применяемых растворителей. Под растворителями здесь имеется в виду не то, что мы наливаем (эти жидкости правильнее называть разбавителями), а те жидкости, которые вводят в ЛКМ на заводе при изготовлении.
Так вот, в случае с ЛКМ пространства для маневров гораздо больше. Благодаря совершенствованию полимеров и разработке новых, все более эффективных растворителей, химикам удалось существенно повысить концентрацию «сахарного сиропа»: от низконаполненного (LS), до средне- (MS), а затем высоконаполненного (HS) и сверхвысоконаполненного (UHS/VHS).
LS и MS
LS-материалы уже давно законодательно запрещены и официально практически никем не производятся. Но у нас такие материалы нет-нет да и промелькнут на рынке под видом эконом-линеек акриловых лаков. Разумеется, на упаковке аббревиатуру LS вы нигде не найдете.
Если же мы обратимся к цифрам, то увидим, что летучесть LS-материалов составляет порядка 820-840 г/л (тот самый VOC). Если смотреть по сухому остатку, он у этих материалов крайне низок — порядка 30-40%. Из-за этого наносить LS-материалы нужно было не меньше, чем в три слоя, иначе добиться рабочего слоя краски в 50-60 мкм, особенно на вертикальной поверхности не представлялось возможным.
А что поделаешь — материал низкоконцентрированный, молекулы крупные, гораздо более крупные, чем у МS или НS-материалов и расположены куда реже, поэтому, используя его, искомые микроны набираются только за три прохода. Если мы и попытаемся получить такую толщину за один проход, потерпим фиаско —эмаль стечет на пол, и дело с концом.

Как по экологическим, так и по экономическим соображениям, материалы класса LS устраивали мало. Учитывая, сколько при нанесении LS-материала уходило в опыл (помните, коэффициент переноса пистолета раньше был очень низким), а сколько просто испарялось, получается, что из литра краски у нас не остается практически ничего!
Все это привело к тому, что химики, подстегиваемые все более жесткими экологическими нормативами, стали искать способ сделать лакокрасочные материалы менее летучими. Так на свет появились материалы MS.
Только здесь надо понимать правильно — они не стали более густыми, нет. В том-то весь фокус и заключается, что при большей концентрации полимера вязкость материала не изменилась. Полимер ведь остался один и тот же — акриловая смола, но с более низкой молекулярной массой, что позволило повысить ее растворимость в меньшем количестве растворителя.
А использование смолы с меньшей молекулярной массой, наоборот, делает материал более текучим. Вот и получается, что при использовании смолы с меньшей молекулярной массой и меньшего количества растворителя вязкость материала не изменилась. В конце-концов, если бы мы могли без конца перенасыщать раствор, то в конечном итоге получили бы, скажем, шпатлевку.
А вот содержание VOC в MS-материалах значительно упало — в среднем до 600 г/л. Если смотреть по «нашей» методике, то величина сухого остатка на поверхности у этих материалов в зависимости от амбиций производителя стала составлять от 40 до 55%.
Вместе с «летучестью» уменьшился, соответственно, и непродуктивный расход материала. Более концентрированным MS-материалом мы стали достигать необходимой толщины покрытия уже за два прохода.
Как по экологическим, так и по экономическим соображениям, материалы класса LS устраивали мало. Учитывая, сколько при нанесении LS-материала уходило в опыл (помните, коэффициент переноса пистолета раньше был очень низким), а сколько просто испарялось, получается, что из литра краски у нас не остается практически ничего!
Все это привело к тому, что химики, подстегиваемые все более жесткими экологическими нормативами, стали искать способ сделать лакокрасочные материалы менее летучими. Так на свет появились материалы MS.
Только здесь надо понимать правильно — они не стали более густыми, нет. В том-то весь фокус и заключается, что при большей концентрации полимера вязкость материала не изменилась. Полимер ведь остался один и тот же — акриловая смола, но с более низкой молекулярной массой, что позволило повысить ее растворимость в меньшем количестве растворителя.
А использование смолы с меньшей молекулярной массой, наоборот, делает материал более текучим. Вот и получается, что при использовании смолы с меньшей молекулярной массой и меньшего количества растворителя вязкость материала не изменилась. В конце-концов, если бы мы могли без конца перенасыщать раствор, то в конечном итоге получили бы, скажем, шпатлевку.
А вот содержание VOC в MS-материалах значительно упало — в среднем до 600 г/л. Если смотреть по «нашей» методике, то величина сухого остатка на поверхности у этих материалов в зависимости от амбиций производителя стала составлять от 40 до 55%.
Вместе с «летучестью» уменьшился, соответственно, и непродуктивный расход материала. Более концентрированным MS-материалом мы стали достигать необходимой толщины покрытия уже за два прохода.

Но безгранично уменьшать количество растворителя в краске невозможно — вязкость станет слишком большой. Если бы мы захотели получить получить 100% сухого остатка в банке, в конечном итоге получили бы порошковую краску.
Максимальный предел лежит где-то в районе 82-85%, и этого удалось достичь у современных «сверхнаполненных» UHS/VHS-материалов, многие из которых допускается наносить и вовсе в один слой! (или в полтора, но первый — очень легкий).
Выше наполнить материал уже просто невозможно по определению.
Слово свое «зеленые» сдержали и с октября 2007 года в Европе любое малярное предприятие обязано удовлетворять новым экологическим требованиям.
Если кому интересно, для полного перечня компонентов ремонтной системы максимально допустимые величины VOC в соответствии с современным законодательством выглядят следующим образом:
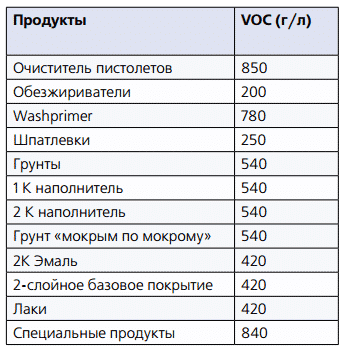
И что интересно, с базовыми эмалями история немного другая. Все мы знаем, что это материалы жидкие, с большим количеством растворителя и тонкослойным нанесением. Низкий сухой остаток и большое количество растворителя способствуют правильной «укладке» металлических пигментов относительно подложки. Если же увеличить содержание сухого остатка по аналогии с акриловыми материалами, металлические частицы уже не смогут правильно ориентироваться, что негативно скажется на визуальных характеристиках покрытия.
Поэтому, чтобы добиться снижения VOC в базовых эмалях, пришлось переделывать их «под воду». Таким образом при низком сухом остатке, за счет замены органических растворителей водой удалось добиться экологичности базовых эмалей. Вода, разумеется, не из-под крана, а специально обработанная. ?
Таким образом водоразбавляемые базовые покрытия, а также лаки и грунты на сольвентной основе, но с очень высоким сухим остатком и низким VOC позволяют соответствовать современным экологическим требованиям.
Разработчики ЛКМ даже стали выделять сольвентные продукты, отвечающие этим требованиям, в отдельные группы материалов и давать им особую маркировку. Чаще всего эти материалы можно распознать по наличию в их названии аббревиатуры VOC или словосочетания Low VOC (LV). Если речь о лаках, то такие лаки часто называют просто VOC-лаками.
Подобная маркировка позволяет специалистам ремонтных предприятий при выборе материала не заниматься подсчетом VOC. Если это продукты заслуживающих доверия производителей, то все расчеты уже произведены, и, что самое главное, утверждена их легитимность в органах, контролирующих экологическую обстановку. Ведь часто поставщики пишут на банках: HS, VHS, а проверишь — у большинства в лучшем случае MS, а то и LS. Получается, обманывают и себя, и потребителя, и природу.
Однако дело здесь не только в экологии.
Любой маляр знает, что если некоторое количество готового к нанесению лака оставить в банке, то через некоторое время образуется не твердое вещество, а некая желеобразная субстанция. Дело в том, что, хотя процесс полимеризации протекает во всем объеме материала, испарение растворителей происходит только с его поверхности. А остатки растворителя резко снижают прочность полимера и ответственны за набор твердости лака и его долговременную усадку.
Поэтому, чем меньше растворителя в материале, тем более толстыми слоями его можно наносить, и тем выше прочность образовавшейся пленки.
Кроме того, при равной толщине пленки материалом с большим сухим остатком можно укрыть большую поверхность. Так, одним литром лака HS можно покрыть площадь примерно на треть большую, чем лаком серии MS.
Так что, как видите, все большее внедрение материалов с высоким сухим остатком диктуется не только экологическими, но и чисто практическими мотивами.
Как работать с автомобильными лаками: MS, HS, UHS/VHS и быстросохнущими составами
Почти у всех современных автомобилей поверх эмали на кузове находится тонкая пленка из бесцветного лака. Лаковое покрытие защищает эмаль от повреждений, придает машине эстетичный вид и продлевает срок службы металла. Профессионально нанесенный автолак создает ровное блестящее покрытие, без корочек и некрасивых тусклых пятен. Почти всегда брак в верхнем слое вызван ошибками при работе с автолаками.
Немного о лаках для автомобилей
В кузовном ремонте используются лаки с различной степенью вязкости. Одни автомастера считают, что лучше жидкие, хорошо растекающиеся по поверхности, а другие уверены, что густые удобнее за счет того, что дают возможность наносить более толстые слои.
Густота состава зависит от содержания сухого остатка (чем его больше, тем гуще лак). По этой характеристике автолаки разделяют на несколько групп:
- LS – низкая (почти не применяется при лакировании машин из-за токсичности и низкокачественного результата);
- MS – средняя;
- HS – высокая;
- UHS/VHS – сверхвысокая концентрация сухой составляющей.
HS (high solids) означает «с высоким содержанием сухого остатка». Среди всех лаков HS, UHS, VHS обладают наибольшим его содержанием.
Лаки относятся к медленно сохнущим. Ими можно покрывать сразу весь кузов в качестве последнего слоя, защищающего эмаль и придающего краске блеск.
Отдельной группой идут экспресс-лаки, высыхающие очень быстро. Их применение сокращает время ремонта локальных повреждений, но они неудобны для покрытия всей машины сразу.
Как наносить MS-составы
Жидкая текстура автолака MS (medium solid – среднее содержание сухого остатка) дает возможность проводить лакировку двумя влажными слоями с соблюдением промежуточной выдержки. В обычных условиях (+20°C и влажность 80%) выждать между нанесениями нужно 10 мин. При другой температуре или влажности время выдержки может увеличиваться.
Сушить MS-лаки можно естественным способом или использовать автосушилку. Если применяется горячая сушка, то нужна дополнительная пятнадцатиминутная выдержка перед принудительным сушением.
Зачем соблюдать время выдержки
При высыхании автолака происходит полимеризация смол и испарение добавленных для поддержания жидкой консистенции различных разбавителей и растворителей. При естественном высыхании полимеризация протекает медленно, поэтому сначала испаряются добавки, а затем происходит образование прочной лаковой пленки.
Горячий воздух, применяемый для ускорения высыхания, ускоряет создание пленки из полимеризирующих веществ, а добавки испаряются только с поверхности. Но частицы растворителя, оставшиеся внутри, по законам физики должны выйти наружу, поэтому они пробивают микроскопические дырочки в уже созданной пленке. Внешних дефектов при этом не бывает, но под микроскопом видно, что поверхность не гладкая, а покрыта крохотными кратерами. Из-за этого машина не блестит, а становится матовой. У мастеров такой брак называется «кипение».
Помимо отсутствия блеска, микроскопические ходы в лаковом слое снижают прочность покрытия, повышают вероятность появления сколов или трещин во время эксплуатации автомобиля.
Выдержка между слоями и пред началом сушки позволяет дождаться выхода всех летучих веществ. Тогда «кипения» не происходит, а лаковый слой получается прочным и блестящим.
Частые ошибки при работе с автолаками MS
Причиной неудовлетворительного результата при использовании MS-лаков чаще бывают две ошибки:
- маленькая выдержка между нанесением слоев или перед принудительным сушением;
- неравномерная толщина слоев.
Нередко мастера первое покрытие машины делают тонким, а второе – с хорошим растеканием и наведением глянца. Но в процессе сушки покрытие мутнеет и утрачивает блеск. Причина – все то же «кипение». При наложении толстого слоя находящиеся внизу летучие частицы не успевают испариться до образования наружной пленки и «пробивают» себе дорогу, образуя мелкие дырочки.
Залог успеха работы с MS-составами – одинаковые (25-30 мкм) слои и соблюдение выдержки. Это обеспечит красивое прочное лаковое покрытие.
Применение HS-средств
Более вязкие, по сравнению с MS, автолаки почти всегда наносятся по полутораслойному методу. Кроме того, составы обладают памятью «первого слоя». Если первоначальное покрытие без глянца и похоже на шагреневую кожу, то повторное наложение лака не исправит ситуацию – шагрень только усиливается.
Частые ошибки и как их избежать
Большинство дефектов покрытия HS связано с несоблюдением толщины слоев:
- Слои получаются одинаковыми, как при применении лаков серии MS. Не очень страшная ошибка, но если не дать большую выдержку начальному покрытию, то появится кипение. Если базовый слой получился мокрым, то нужно дать выдержку больше, почти как для жидких лаков, а затем наносить завершающий слой.
- Очень тонкий первый и сильно толстый второй слой. Первичное нанесение тонкой пленки приведет к тому, что на эмали останутся плохо слипшиеся сухие капли, создающие морщины, и без глянца. Память первого слоя, свойственная HS-средствам, приводит к тому, что сморщивание повторно наложенного покрытия усиливается и не дает полноценного глянца. Для исправления ситуации некоторые увеличивают толщину лака, а это провоцирует закипание и появление матовости.
Оптимальным вариантом считается соблюдение пропорции 1:3. Общая толщина лакового покрытия составляет 50-60 мкм. В первый раз наносится четверть материала (около 15 мкм) с разливом и наведением полуглянца. Тонкие морщинки, равномерно распределенные по поверхности, допустимы – они замаскируются завершающим покрытием.
После 3-5 минут ожидания, необходимых для испарения летучих составляющих, наносится слой втрое больше: с разливом и наведением глянца.
Если предполагается принудительное сушение, то горячую сушку проводят через-10-15 минут. Соблюдение этих правил позволит избежать закипания и получить покрытие без дефектов.
Вязкость HS зависит от температуры
Мастера, ранее работавшие с автолаками MS, при использовании HS-материала не учитывают внешние температуры. Это приводит к потекам при горячей сушке.
Чтобы понять причину, нужно вспомнить из школьного курса физики, что происходит с молекулами при охлаждении и нагревании. В холодном состоянии в вязких составах они находятся близко друг к другу, а при нагревании начинают удаляться от своих «собратьев». Тепловое расширение увеличивает текучесть. Это становится причиной того, что хорошо нанесенный на холодный кузов HS имеет отличную текстуру и глянец, а при горячем сушении вдруг начинает течь, оставляя некрасивые разводы. Аналогичная проблема встречается и у лаков UHS/VHS.
Чтобы избежать проблем при нанесении вязких составов, работать нужно с прогретым материалом. Теплым должен быть не только лак, но и поверхности машины. В зимнее время рекомендуется лакировать кузов в отапливаемой мастерской.
Особенности нанесения UHS/VHS автолаков
Густые вязкие лаки содержат маленький процент летучих соединений, поэтому их наносят одним толстым слоем или соблюдают двухслойную методику. Последняя технология сильно отличается от той, что применяется для составов со средним и высоким содержанием сухого остатка:
- Укладывается максимально тонкая основа, без наведения глянца.
- Сразу, без выдержки времени, наносится основной слой с большим разливом и глянцеванием.
Первичное нанесение нужно не для обеспечения толщины лакового покрытия, а для пропитки эмали или автокраски. Это позволит избежать микропросадки при высыхании наложенного толстого слоя.
Применение разбавителей и растворителей для тягучих UHS/VHS-материалов нежелательно. Для некоторых составов допускается небольшое разбавление (не более 5%), но большинство разводить запрещено.
Для однослойной технологии требуется большая тягучесть. Это позволяет избежать потеков при лакировании вертикальных плоскостей. Даже если потек случился, то при сушке он постепенно вытягивается и, по мере высыхания, превращается в не заметную глазу выпуклость. Такой дефект не виден и не снижает прочности лакового покрытия.
Большое разбавление приводит к снижению вязких свойств и насыщению лака летучими соединениями. Кроме того, что разжижение затруднит применение однослойной технологии, появляется риск закипания. Толстый слой затруднит испарения частиц растворителя, и они начнут повреждать образовавшуюся пленку, создавая микрократеры и придавая лакировке матовость.
При работе с теплым UHS/VHS-материалом без использования растворителей обеспечивается качественное покрытие. Благодаря низкому содержанию летучих веществ, риск закипания у этих автолаков минимален.
Еще одна особенность – начало полировки. Лаки UHS/VHS очень прочные и твердые, поэтому процесс полирования трудоемкий. Для облегчения работы специалисты рекомендуют начинать полировать спустя час после окончания горячей сушки.
Экспресс-автолаки
Отличительная черта этих лаков – быстрое высыхание. Это имеет преимущества и недостатки.
Из преимуществ стоит отметить ускорение работы при лакировке машин. Быстросохнущие составы применяют в следующих случаях:
- Требуется ремонт мелких элементов автомобиля.
- В мастерских нет сушильной камеры, а в покрасочном цехе пыльно. Быстрое высыхание позволяет свести количество пылевых вкраплений к минимуму (их легко потом заполировать).
Экспресс-лаки не наносятся сразу на весь кузов – короткая сушка может спровоцировать появление перепыла, когда лак попадает на другие участки. Полная лакировка машины проводится постепенно – после высыхания одного участка площади переходят к расположенному рядом.
Главная особенность экспресс-автолаков – быстрая полимеризация. Средство разводят сразу перед применением, когда основа уже очищена и обезжирена. Очень важно следить за разливом: некачественно нанесенный первый слой или перепыл сложно, а иногда и невозможно исправить с помощью повторного покрытия лаком. Требуется опыт работы с экспресс-автолаками для проведения крупных кузовных работ.
Нанесение автолака – завершающий этап ремонтно-покрасочных работ. Соблюдение правил послойного нанесения с учетом выбора материала не только придает машине эстетичный вид, но и защищает кузов. По качеству лакового покрытия чаще всего судят о ремонте в целом.