Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.

Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.

Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
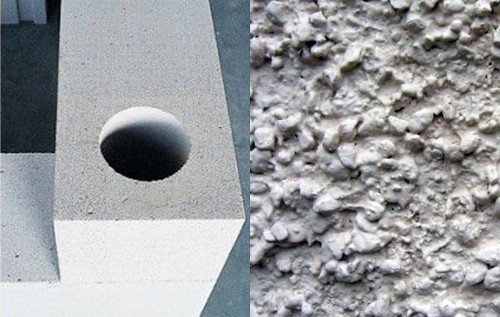
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.

Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва. Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
- Высокие требования к квалификации работников.
- Необратимость процессов. В случае несоблюдения графика термообработки сварных швов исправить брак практически невозможно.
- Требуется дорогостоящее и громоздкое оборудование
- Высокое энергопотребление, низкая экологичность.
В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.

Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
| Толщина детали, см | Радиационный | Индукционный |
| 2,0 | 40 | 25 |
| 2,0-2,5 | 70 | 40 |
| 2,5-3,0 | 100 | 40 |
| 3,0-3,5 | 120 | 60 |
| 3,5-4,5 | 140 | 70 |
| 4,5-6,0 | 150 | 90 |
| 6,0-8,0 | 160 | 110 |
Индукционный способ требует меньшего времени на обработку, но отличается большими энергозатратами. Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Используемое оборудование
Термообработка сварных швов выполняется с использованием нескольких основных способов, каждый требует своего набора оборудования:
- Индукционный. Требует генератора высокочастотного переменного тока большой мощности. Нагревательным элементом является катушка индуктивности, намотанная поверх участка детали, подлежащего нагреву.
- Радиационный. Используется инфракрасное излучение от нагретой нихромовой проволоки, через которую пропускается сильный электрический ток. Требует мощных источников тока. Может применяться для прогрева материалов со слабыми электромагнитными свойствами.
- Газовый. Наиболее экономичный по энергозатратам способ. Используется специальная горелка. Факел пламени формируется так, чтобы равномерно прогневать зону термообработки.
Выбор метода нагрева проводят, сопоставляя цель обработки, толщину конструкций, характеристики материала и экономические соображения.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Как правило, перед термообработкой проводится зачистка сварного соединения.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.

Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.

Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.

Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Особенности зачистки сварочных швов
Сварка – один из самых распространенных методов, применяемых для соединения металлических деталей. Это обусловлено тем, что она позволяет качественно и надежно скреплять части изделия, формируя однородный шов, не пропускающий влагу.
Тем не менее именно шов является слабым местом любой конструкции, особенно если не была правильно выполнена подготовка кромок под сварку. Поэтому очень важно соблюдать все технологические процессы, чтобы получить надежное соединение деталей.
- Особенности зачистки изделий после сварки
- Механическая чистка
- Химическая очистка соединения
- Итог
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
[box type=”warning”]Очень важно, чтобы подготовка кромок под сварку и процесс конечной обработки соединения выполнялись в соответствии с установленными стандартами. Допускать нарушения в технологии обработки не рекомендуется, так как это может привести к снижению качества сварного соединения.[/box]
 Основные разновидности сварных соединений.
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи.
Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. - Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
 Дефекты сварных швов.
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка сварных швов. Данный процесс обязателен и закреплен в соответствующем ГОСТе.
 Условные обозначения сварных швов.
Условные обозначения сварных швов.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
[box type=”fact”]Лучшим материалом для обработки нержавейки после сварки является цирконат алюминия. Он отличается достаточно высокой прочностью и не оказывает коррозирующее влияние на металл.[/box]
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.
Химическое средство для очистки швов.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
[box type=”info”]После завершения процедуры пассивации, все реагенты с поверхности детали следует удалить посредством промывания под водой. Утилизация сточной воды после такой промывки должна осуществляться в соответствии с государственными нормами природного законодательства.[/box]
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых металлов, поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
Зачистка сварочных швов: особенности и способы

- Особенности
- Зачем нужна?
- Способы
- Термическая обработка
- Механическая обработка
- Химическая обработка
- Контроль качества
В процессе сварки различных изделий и конструкций образуются сварочные швы. Они могут полностью испортить внешний вид предмета, поэтому от них лучше избавиться. Сделать зачистку можно различными способами. Сегодня мы поговорим о том, как просто убрать такие швы и чем это можно сделать.

Особенности
Зачистка сварочных швов после сварки является необходимой процедурой. В процессе таких работ происходит сильное нагревание металлических элементов до температуры плавления, что приводит к напряжению внутри и изменению формы. Помимо этого, на швах будут образовываться мелкие частицы и шлак. В настоящее время существует большое количество всевозможных методов и способов, позволяющих удалять сварочные швы с металлических изделий. Сделать это можно и при помощи специальных инструментов (наждачник, фреза), и вручную при помощи проволочных щеток.


Зачем нужна?
Сильное внутреннее напряжение в металлической конструкции, которое образуется в процессе сварочных работ, может привести не только к деформации детали, но и к ее дальнейшему быстрому разрушению. Кроме того, в местах, где был неравномерный нагрев, может измениться структура кристаллической решетки. Это приводит к ухудшению различных химических и физико-механических свойств материала. Специальная термическая обработка дает возможность восстановить внутреннее строение металлических деталей, а также улучшить их свойства. Процедура позволяет сделать металл достаточно прочным и устойчивым к образованию коррозии.
Способы
Избавиться от сварочных швов на металле можно различными способами:
- термическая обработка;
- механическая обработка;
- химическая обработка.



Термическая обработка
Она используется в том случае, если необходимо зачищать остаточные напряжения во внутренней части. Данный тип обработки обязателен после сварки тонкостенных металлических конструкций. Чтобы произвести такую процедуру, следует слегка нагреть деталь, а затем охладить ее по заданному температурному графику.
Данный способ осуществляется в три этапа. На первом этапе нужно нагреть область вокруг сварочного шва, затем надо оставить элемент нагретым в течение небольшого времени, в конце все остужается. Такой способ позволяет восстановить свойства материала (пластичность и прочность), снять внутреннее напряжение и обеспечить долговечность сварки. Но при этом она имеет и ряд недостатков: необратимость (если вы не смогли провести обработку в соответствии с графиком температуры, то исправить брак будет почти невозможно), для такой процедуры требуется дорогостоящее профессиональное оборудование.
Термическая обработка позволяет бесшумно снять весь шлак со швов.
Для контроля за температурным режимом можно использовать различные агрегаты: пирометр и тепловизор (электронные аппараты, они измеряют нужные показатели дистанционно), термокраска и термокарандаш (изменяют свою расцветку при смене температуры).


Механическая обработка
Этот способ позволяет убирать шлак, металлические «брызги» и окалины со сварочных швов посредством шлифовки. Для механического типа понадобится или проволочная прочная щетка, или специальный абразивный диск. На промышленных предприятиях такие элементы закрепляются в шлифовальных машинках (нередко в бытовых условиях такой аппарат называют болгаркой). Перед обработкой стоит подобрать подходящий круг.
Оптимальным вариантом для сварочных швов на нержавеющей стали будет цирконат алюминия, так как он не оказывает на такие изделия коррозийных воздействий. Также часто используются особые лепестковые абразивные насадки. Последние должны иметь лепестки, созданные на тканевой основе. Они считаются наиболее надежными по сравнению с остальными разновидностями. Элементы с лепестками на тканевой основе и с нанесением из цирконата алюминия обладают относительно высокой стоимостью, но и очистка посредством их отличается особым уровнем качества.
Самым простым и дешевым вариантом станут насадки на бумажной основе. Чаще всего их делают с напылением из оксида алюминия. Но уровень цены будет полностью соответствовать и уровню качества шлифовки швов. Помните, что подобные насадки следует подбирать с учетом типа работы. Если вам нужно зачистить швы в труднодоступных местах в угловых сложных металлических конструкций, то тогда размер абразивного элемента насадки лучше взять небольшого размера.
Для запиловки самого верхнего наиболее грубого слоя с окалинами и шлаком допустимо использовать насадку самого большого размера. В данном случае она не сможет повредить сам материал.
Финишная обработка всегда осуществляется самым маленьким шлифовальным инструментом, поэтому при проведении таких процедур будут использоваться сразу несколько видов насадок разных по размеру.


Химическая обработка
Самый лучший результат можно достичь, совместив механическую и химическую обработку швов. Последняя может производиться посредством травления или пассивации. Такой тип удобен для зачистки углом. Травление чаще всего выступает в качестве подготовительного этапа перед механической обработкой. Оно должно выполняться с использованием специальных химических веществ. Они позволят создать надежное покрытие, стойкое к образованию коррозии.
Кроме того, эта процедура дает возможность удалять места, где скапливается окисленный хром или никель. Если их своевременно не удалить, они могут быть поражены коррозией. Если сварочные швы небольшие, то тогда можно просто нанести на их поверхность химический состав. Иногда деталь полностью окунают в вещество. После травления следует выполнить пассивацию, которая позволит придать металлу дополнительную прочность. Пассивация представляет собой обработку детали специальным раствором, который позволяет формировать на поверхности изделия защитную пленку, не дающую образовываться коррозийному слою.
После проведения химической обработки обязательно нужно смыть все остатки растворов водой. При этом сточную воду нужно утилизировать максимально осторожно. Ведь жидкость будет содержать в себе большое количество вредных тяжелых металлов и кислот. Их можно немного нейтрализовать с помощью щелочей.
После все это тщательно фильтруют и только потом выливают в безопасное место.


Контроль качества
При проведении сварочных работ и затирки образовавшихся швов на металле следует руководствоваться правилами и нормами, закрепленными в ГОСТ 31385-2008 (требования к сварке и контролю качества сварных соединений). В данном ГОСТ можно найти общие требования к проведению таких работ, отдельные требования к различным свойствам изделий (прочность, ударная вязкость, технологические испытания на изгиб таких соединений).
Также там можно найти и таблицы с максимальными значениями выпуклости швов в миллиметрах (в зависимости от их размеров), перечень методов, позволяющих производить контроль за качеством сварных соединений.






О том, как идеально зачистить сварочные швы на профильной трубе, вы можете узнать из видео ниже.
Зачистка сварных швов
Автор: Игорь
Дата: 15.06.2017
- Статья
- Фото
- Видео
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.

Не зачищенный сварной шов после сварки
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Оборудования для зачистки 
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.

Передвижная шлифовальная машина
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
- Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности. Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне.
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Термообработка сварных швов
При сварке структура металла шва и прилегающей зоны под действием высокой температуры изменяется. Это может привести к преждевременному разрушению деталей. Для устранения негативных последствий сильного нагрева после наложения швов выполняют термообработку сварных соединений.
Для чего нужна термообработка
При сварке в зоне нагрева происходят негативные изменения кристаллической решетки и свойств металла:
- Из-за перегрева в месте горения дуги структура становится крупнозернистой, что приводит к снижению пластичности. Процесс сопровождается выгоранием марганца и кремния, что также способствует преобразованию структуры. После остывания шов становится жестким, склонным к образованию трещин при изменении нагрузки во время эксплуатации. Например, к сварным соединениям технологических трубопроводов прилагаются дополнительные воздействия, возникающие при температурном расширении/сжатии.
- В зоне возле сварного соединения металл нагревается до температуры достаточной для закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
- На более удаленных участках с умеренным нагревом происходит разупрочнение металла, но пластичность остается на прежнем уровне.
- Из-за неравномерности нагрева происходит образование внутренних напряжений, приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков восстанавливается структура и характеристики металла по прочности, пластичности, коррозионной стойкости. Термическую обработку сварных соединений для снятия напряжений в обязательном порядке выполняют при монтаже объемных конструкций из тонкостенного металла.
Термообработка защищает сварной шов от коррозии и улучшает механические свойства.
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
Из достоинств отмечают:
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от вида и толщины металла. Хромомолибденовые марки стали и ее сплавы с включением ванадия нагревают радиационным или индукционным способом. Длительность процесса определяют по таблице:
| Толщина, см |
Радиационный, минуты |
Индукционный, минуты |
|---|---|---|
| До 2.0 | 40 | 25 |
| 2.1 — 2.5 | 70 | 40 |
| 2.6 — 3.0 | 100 | 40 |
| 3.1 — 3.5 | 120 | 60 |
| 3.6 — 4.5 | 140 | 70 |
| 4.6 — 6.0 | 160 | 90 |
| 6.1 — 8.0 | 160 | 110 |
| 8.1 — 10 | 1600 | 140 |
Перед нагревом сварной шов очищают от шлака. Индукционным способом процедура выполняется быстрее, но расход электроэнергии больше.
Длительность термической обработки сварных соединений зависит от вида и толщины металла.
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
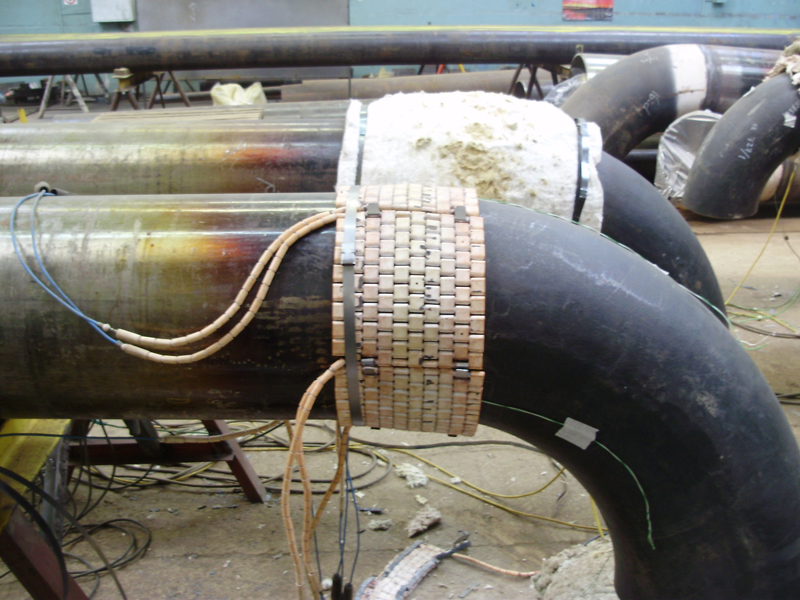
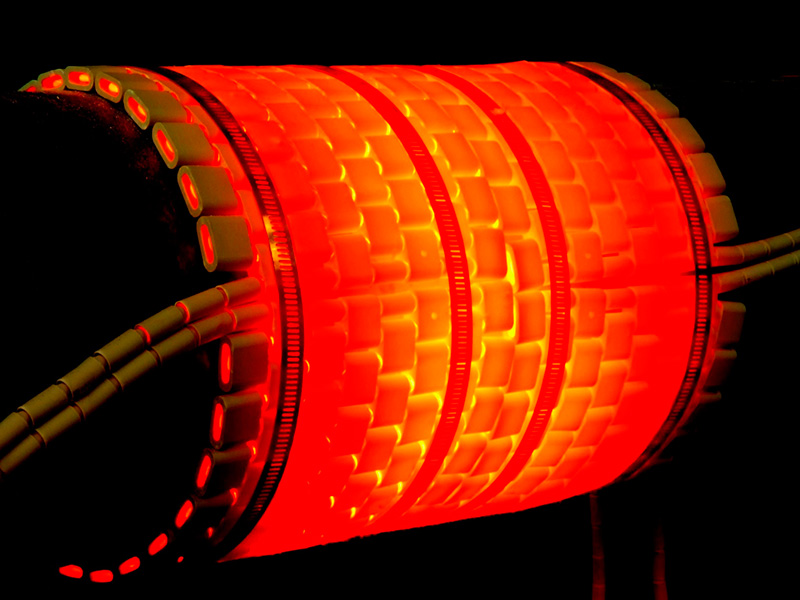
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
- После термического отдыха уменьшается остаточное напряжение и количество водорода внутри шва. Процесс проводят при температуре до 300⁰C с выдержкой в течение 1,5 — 2 часов. Этим способом обрабатывают сварные соединения на толстостенных конструкциях, когда нет возможности применить другие виды.
- Отпуском за счет разрушения закалочных структур добиваются уменьшения напряжения на 90%, увеличения пластичности и стойкости к ударным нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3 часов. Метод применяют на перлитных сталях.
- Нормализацию выполняют при 800⁰C с выдержкой 20 — 40 минут на тонкостенных деталях. После завершения процесса структура становится мелкозернистой и однородной.
- Аустенизацию проводят на высоколегированных видах стали для снятия напряжений и восстановления пластичности. Нагрев до 1100⁰C, двухчасовая выдержка с последующим естественным охлаждением.
- Для отжига после сварки термообработку выполнят при 970⁰C с выдержкой в течение 3 часов и остыванием в естественных условиях. Используют при работе с высоколегированными сталями для улучшения стойкости к коррозии.
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.